РАБОЧИЕ УМЕЛЬЦЫ
|
Б. Ф. Данилов
РАБОЧИЕ УМЕЛЬЦЫ |
Глава 5.
Механик Семенов
Андрей Кузьмич проработал на московском машиностроительном заводе "Салют" 30 лет. Здесь, в инструментальном цехе, он освоил несколько профессий: токаря, слесаря, механика и др. Но одна профессия, которая не значится в перечне должностей, стала в его жизни главной - он новатор производства, изобретатель, имеющий пять авторских свидетельств Госкомитета изобретений и открытий СССР.
Первые новшества были сделаны им в области токарных работ: метод нарезания резьбы метчиками на токарных станках, полуавтоматический плашкодержатель для нарезки наружной резьбы заданной длины и другие токарные приспособления и сейчас широко применяются и на заводе "Салют", и на других заводах столицы.
Были годы, когда он предлагал по 20 рационализаторских предложений, и все они, как правило, внедрялись и давали производству большую пользу. Взять хотя бы его комбинированный патрон для нарезки резьбы плашкой и метчиком. При обычном способе нарезания резьбы плашками и метчиками с применением известных плашкодержателей и воротков затрачивается много вспомогательного времени, а резьбы получаются не всегда высокого качества и не всегда точно нужной длины.
А нарезание резьбы метчиком в глухих отверстиях часто заканчивается поломкой инструмента. Комбинированный патрон А.К. Семенова предназначен для нарезания наружной и внутренней резьбы диаметром от 6 до 20 мм и длиной от 20 до 130 мм. При работе инструмент, пройдя заданную длину, автоматически выключается и начинает свободно вращаться вместе с деталью. Затем станку дается обратный ход, и инструмент выходит из детали.
Использовать комбинированный патрон можно на любом токарном станке. При нарезании в упор случаи поломки метчиков полностью исключены.
Конструкция патрона состоит из конуса Морзе, в котором перемещается стержень, фиксируемый винтом по продольному пазу. На стержне находится корпус, соединенный с двумя штифтами с подпружиненным фланцем , который имеет наружную резьбу и соединен накидной гайкой с конусом Морзе.
На наружной поверхности корпуса патрона установлен подвижный цилиндр, который можно закреплять в определенном положении винтом. При нарезке наружной резьбы плашка крепится в переходных обоймах соответствующих размеров. Обоймы крепятся в выточке на торце цилиндра. При нарезке внутренней резьбы метчик крепится в одной из сменных втулок.
Подвижный цилиндр имеет 31 установочное отверстие для нарезки резьбы плашками. Отверстия расположены по спирали с шагом 10 мм. По обеим сторонам каждого отверстия нанесены цифры для установки нужной длины нарезки.
Для нарезания резьбы метчиком вместо плашки с обоймой устанавливаетс упорное кольцо, которое свободно вращается и фиксируется в нужном положении винтом.
После нахождения заданной длины при нарезании плашкой фланец выходит из зацепления с корпусом, и цилиндр начинает свободно прокручиваться; при нарезании резьбы метчиком прокручивается корпус, а фиксатор в это время начинает прыгать на уступе стержня, подавая сигнал об окончании нарезки. Внедренный на ряде заводов столицы патрон А.К. Семенова дал 100 тысяч рублей экономии.
Интересно и другое изобретение А.К. Семенова под названием "Устройство для перемещения узлов металлорежущих станков". На большинстве работающих сейчас токарных станков цена делени нониуса поперечной подачи суппорта равна 0,1 мм. Такая точность для обработки большинства современных деталей сейчас уже недостаточна.
Устройство Семенова позволяет токарю, поворачивая рукоятку поперечного суппорта на 0,1 мм, подавать резец на деталь только на один микрон. Как это делается? На подающий винт поперечного суппорта устанавливается несложный дифференциал, состоящий из трех шестеренок и смонтированный в корпусе лимба с делениями (рис. 13). В неподвижно гильзе 1 установлен подающий винт 2. В нем при помощи рукоятки 4 поворачивается валик 3. В осевом направлении валик 3 закреплен гайкой 5. На подающем винте 2 посажена центральная шестерня 6 дифференциального механизма, а на валу 3 - вторая шестерня 7. Шестерня-сателлит 8 помещается внутри корпуса лимба 9.
При необходимости винтом 10 шестерню 8 можно жестко связать с лимбом, а винтом 11 соединить ее с валиком 3. При таком положении во врем поворота рукоятки 4 весь механизм работать не будет, и за один ее оборот подающий винт 2 повернется тоже на один оборот. Это в том случае, когда нужна грубая подача с точностью в 0,1 мм на одно деление, т. е. так, как предусмотрено конструкцией станка; но если шестерню-сателлит 8 и лимб 9 освободить винтами 10 и 11, то механизм начнет работать с большим передаточным числом.
Шестерни 6 и 7 имеют разные числа зубьев (100 и 101). Поэтому при повороте рукоятки 4 на один оборот подающий винт 2 теперь не повернется до конца вокруг своей оси, а пройдет только одну десятую оборота. А если повернуть рукоятку на одно деление по лимбу 0,1 мм, то поперечная подача резца составит только 0,001 мм. Вот и решение вопроса о придании высокой точности токарному станку, имеющему, по замыслу конструкторов, точность только в 0,1 мм.
А таких станков (1К62 и 16К20) у нас в стране работает полмиллиона, и их подача с точностью в 0,1 мм не везде теперь устраивает токарей.
Андрей Кузьмич один из тех редких новаторов-умельцев, которые не специализируются на какой-то одной отрасли производства, как это свойственно большинству новаторов. Его изобретательство и рационализация вторгаются в самые различные области техники. Его пытливый взгляд находит полезные решения технической задачи там, где тысячи людей пройдут и не обратят внимания.
...Как-то после смены в душный летний день зашел Андрей Кузьмич освежиться в душевую. Плескаясь под прохладными струями, он вдруг вспомнил, что на одном совещании говорили, что завод платит большие штрафы за перерасход воды. В душевой, где мылся Семенов, было 10 кабинок, а мылись трое. Но в остальных вода тоже лилась рекой. А ведь таких душей на одном только заводе сотни!
В чем дело? Оказывается, не удается быстро отрегулировать температуру воды, вот и оставляют воду с уже настроенной температурой для следующего товарища. И другое: выйдет рабочий из-под струи, чтобы намылиться, а вода все течет. За это время выльется, конечно, каких-нибудь , 10-15 литров, но ведь душей-то сотни.
Все это в мгновение промелькнуло в мозгу Андрей Кузьмича. А два дня спустя родилась идея несложной и удобной душевой установки: становится человек на решетку под венчик душа, и сразу начинает литься вода, сошел с решетки - вода перестала литься. Регулирование температуры воды производится не двумя отдельными кранами, а одним кольцом над головой моющегося. Кольцо находится на нижнем крае венчика.
Если душ никто по температуре не регулировал, то при входе на решетку начинает литься холодная вода. Чуть повернул кольцо над головой - вода теплее и при дальнейшем повороте кольца может дойти до 38°. Если, скажем, в жаркий день кто-то отрегулировал прохладную температуру воды и сошел с решетки, то при входе на нее следующего товарища вода сразу пойдет той же прохладной температуры. Система водяного крана Семенова обеспечивает полную герметизацию.
На заводе многие душевые переделали по предложению новатора и расход воды в летнее время значительно сократился, штрафы уменьшились.
Было бы полезно сделать такие же души и на других заводах столицы. Партия и правительство проявляют большую заботу о том, чтобы у москвичей было всегда вдоволь воды и чтобы она была чистой. Вокруг Москвы восемь огромных водохранилищ. Недавно вошло в строй еще одно - на реке Вазузе, с чистейшей водой. Из всех столиц мира Москва имеет самую чистую воду и в самых больших количествах. Поэтому понятна и трогательна забота рабочего-умельца о том, чтобы эта вода зря не расходовалась. Несложная рационализация Семенова сберегает сотни, тысяч литров.
Оригинальны и просты многие другие разработки Семенова. 50 его рацпредложений реализованы на родном заводе, многие из них с большим эффектом работают на предприятиях других городов нашей страны.
Очень трудоемкой работой была намотка проволоки диаметром 0,03 мм (в 3 раза тоньше человеческого волоса) на катушки электроприборов. Трудно было не только наматывать и укладывать витки такой невидимой проволоки рядами, но и, пожалуй, не менее трудным делом было считать эти витки. К тому же проволок часто рвалась. А витков надо было намотать точно, скажем, 800, а не 790 или 820. Все это очень затрудняло работу.
Андрей Кузьмич, присмотревшись к этой, казалось бы, чуждой для него работе, решил обе задачи. Созданный им намоточный станок укладывает тончайшую проволоку точно, ряд к ряду, никогда не обрывая ее. А для того, чтобы витков было ровно столько, сколько надо, на станке сделан цифровой счетчик витков намотанной проволоки. Работа во много раз ускорилась, облегчилась, и качество изделий повысилось.
Или вот такая непроизводительная операция, существующая почти на каждом заводе: после штамповки на деталях по краям остаются заусенцы. Штамп выдает деталь с одного удара за секунду, а на снятие этих заусенцев уходит 2 минуты!
Андрей Кузьмич предложил и сам изготовил простенький станок для снятия заусенцев, остающихся после штамповки. Смонтированы два диска: один - наждачный, другой - резиновый. Наждачный круг вращается со скоростью 1500 оборотов в минуту, а резиновый - со скоростью 20 оборотов в минуту. Они почти соприкасаются друг с другом, а зазор между ними можно регулировать в зависимости от толщины штампуемого металла. Детали подкладываются на медленно вращающийся резиновый круг, и они, походя под наждачным кругом, прижатые к нему резиной, в течение 2 - 3 секунд освобождаются от всех заусенцев. Готовые детали потоком сыплются в подставленный ящик. Производительность труда на этой операции увеличивается в 20 раз.
А радиотехнике Семенов тоже произвел рационализацию. Его новые звукозаписывающие приборы неоднократно демонстрировались на всесоюзных выставках радиолюбителей и были отмечены дипломами и медалями.
Интересны и удивительны своей простотой изобретения Андрея Кузьмича. Вот одно из них, охраняемое авторским свидетельством №501900. Задумано оно было давно, но полностью задача решена лишь в 1976 году.
Проблема... карандаша! Того самого, которым пишут, рисуют и чертят миллионы людей. С каких же пор простой карандаш стал проблемой? С середины шестидесятых годов в газетах и популярных журналах стали появляться статьи "Конструктор и карандаш", "Карандашный рейс", "Ничейный карандаш" и т.д. Писали о карандаше "Известия", "Правда", "Московская правда". Все сходилось на одном: в стране не хватает карандашей.
Статистики подсчитали, что в возрасте со школьной скамьи до пенсии у нас в стране чертят примерно 60 миллионов человек. На сколько времени хватает одного карандаша, скажем, конструктору или чертежнику? Оказывается, всего на три дня. Для меня, всю жизнь работающего резцом (в основном), столь краткий срок был неожидан, но это действительно так. Например, не такой уж большой московский институт Теплоэлектропроект ежегодно расходует 100 тысяч карандашей! С самой большой в стране карандашной фабрике имени Красина (Москва) институт получает в год 10 тысяч карандашей. А остальные 90 тысяч?
Приходится снабженцам ездить за карандашами в далекий Томск или Славянск на Украине, покупать их в Чехословакии у фирмы "Кохинор", а то и обращаться к капиталистам.
В нашей стране карандаши делают четыре фабрики: имени Красина и имени Сакко и Ванцетти в Москве и фабрики в Томске и в Славянске. За год они выпускают более миллиарда карандашей, но их явно не хватает, и во всех газетных статьях звучит призыв расширить фабрики, модернизировать производство, построить новые фабрики, увеличить выпуск карандашей.
Андрею Кузьмичу представлялось другое решение этой проблемы. Все считают, что решить карандашную проблему можно только путем увеличения мощностей существующих фабрик и постройкой новых. А вот Андрей Кузьмич решил задачу принципиально иначе, и об этом хочется рассказать подробнее.
По роду своей новаторской деятельности Семенову часто приходится бывать разных городах. Был он и в Томске. В выходной день работники предприятия, пригласившего его для оказания технической помощи, повезли гостя далеко за город в знаменитые кедровые леса. Сибиряки с горечью сетовали, что ушла белка из близлежащих и теперь охотникам приходится летать на самолете за 800 километров.
- Правда, и 800 километров для Сибири - не так уж много, - смеялись собеседники, - но раньше-то белку и промышляли прямо в пригородных рощах.
- Почему же теперь ее здесь нет? - спросил Семенов.
- Да есть тут у нас одна варварская фабрика, - жаловались сибиряки. - Она для вашей Московской фабрики имени Красина поставляет кедровые дощечки, из которых делаются половины оболочки карандаша. Вот за последние годы вырубили тысячи и тысячи кедровых деревьев, а не стало кедровых орехов, белка и ушла от нас.
- Да неужели для производства какого-то карандаша надо вырубать целые рощи деревьев ценнейшей породы? - удивился Андрей Кузьмич.
- А как же! Подсчитано, что на производство миллиарда карандашей в год расходуется 20 тысяч кубометров кедровой дощечки. Причем кедр берется только самый лучший, прямослойный, без сучков. Но и это еще не все. Мы слышали, что министерство решило увеличить выпуск карандашей в полтора раза. Это значит, что теперь уже понадобится 30 тысяч кубометров кедровой дощечки ежегодно...
Глубоко запал в душу Андрея Кузьмича. страстного любителя природы, этот разговор. Он уехал домой расстроенный.
Были ли попытки решить карандашный вопрос без вырубки кедра? Да, были. Но все они не дали положительных результатов. Именно поэтому Министерство лесной промышленности РСФСР видит по-прежнему один выход из положения: увеличить в 1,5-2 раза выпуск привычных нам карандашей и, следовательно, увеличить ежегодную вырубку кедровых рощ тоже в 1,5-2 раза. Если подойти к этому с точки зрения советского закона об охране природы, то это граничит с нарушением законности.
Андрей Кузьмич "заболел" карандашной проблемой не на шутку. Он тщательно изучил все изобретения в области карандаша без кедровой оболочки, сделанные за последние годы как у нас, так и за рубежом.
Суть всех изобретений сводилась к одному: делали пластмассовую оболочку по форме привычного карандаша, в нее вставлялась трубочка по диаметру графитового стержня, на одном конце пластмассовой оболочки монтировался миниатюрный цанговый зажим. На другом конце оболочки ставилась кнопка, которая соединялась с устройством разжима цанги. При нажатии на кнопку цанга разжималась и графитовый стержень свободно выдвигался на желаемую длину. После прекращения нажатия на кнопку цанга сжимала графитовый стержень в нужном вылете. Сильная пружина удерживала цангу все время в сжатом положении и держала таким образом стержень. Таково в принципе любое устройство карандаша без кедровой оболочки.
Вроде бы вопрос решен: выпускать только графитовые стержни, сделать не миллиард (каждый год), а несколько миллионов пластмассовых оболочек с цанговым зажимом стержня и можно оставить в покое кедровые рощи, орехи и белок. Но... не тут-то было! Оказалось, что новые карандаши годятся только для того, чтобы писать с легким нажимом. А если начать ими чертить или рисовать, то графитовый стержень уходит внутрь. Это естественно: при черчении и рисовании нажим значительно сильнее, чем когда мы пишем. Но сейчас редко кто пишет карандашом, чаще пользуются авторучкой. Значит, основные потребители современных карандашей - это чертежники, конструкторы и... дети. А для этих-то потребителей новые карандаши как раз и не годятся. Да еще и стоимость: если обычный карандаш стоит 5-7 копеек, то за новый "Кохинор" отдай 1 рубль 90 копеек.
Вот почему пришлось пойти на дальнейшее увеличение вырубки кедровых рощ. Нельзя же оставить страну без карандашей!
Почему же графитовый стержень уходит внутрь при нажиме на бумагу? Да потому, что сам графит является смазывающе-скользящим веществом и ни при каком зажиме маленькой цангой нельзя создать нужное трение, препятствующее продольному движению стержня при нажиме. Делались попытки нарезать внутри цанги винтовую канавку. Цанга лучше держала графитовый стержень, но это еще более удорожило новый карандаш, а желаемого эффекта все же не дало. Стержень держался в нужном положении очень недолго и только до первого изменения вылета из цанги. Мягкий графит сразу же заполнял резьбовую канавку, и внутренняя полость цанги снова становилась гладкой, стержень скользил даже лучше.
Семенов сделал свой "вечный карандаш" (без кедровой оболочки, и весь "механизм" его состоит из одной маленькой шайбочки. Никаких цанговых зажимов и других механизмов. Все, что требуется, делает эта маленькая шайбочка, свободно сидящая на графитовом стержне.
Зажим графитового стержня в карандаше Семенова осуществляется подпружиненной шайбочкой, опирающейся на скошенный торец корпуса. Когда нажимаешь карандашом на бумагу, шайбочка, постоянно прижата пружиной к скошенному торцу корпуса, своими внутренними краями, слегка перекошенными, прочно удерживает графитовый стержень и не дает ему уйти внутрь ни при каком нажиме. Можно очень сильным нажимом на бумагу сломать стержень, но внутрь он не подастся ни на микрон. При нажиме на кнопку штока (на другом конце карандаша) шайбочка меняет положение, перестает прижиматься к скошенному торцу корпуса и стержень освобождается. Его можно выдвинуть на любую нужную длину. Конструкция настолько проста, что не идет ни в какое сравнение с любым цанговым карандашом всех известных систем. Карандаш Семенова при массовом изготовлении обойдется в 30 - 40 копеек.
Руководители некоторых (некарандашных) предприятий по своей инициативе начали выпускать бесцанговый карандаш А.К. Семенова. В 1977 году руководство Мин-Кушского завода "Оргтехника", например, обратилось к Андрею Кузьмичу с просьбой дать чертежи на его карандаш. Андрей Кузьмич предложил и изготовил к своему карандашу также изящную машинку для заточки графитового стержня. В машинке режущим элементом вляется не нож, а наждачная бумага: повернул два раза в этой машинке конец графитового стержня (вместе с оболочкой) - и он заточен.
Несмотря на разнообразие творческих работ Семенова, упомянутых выше, главные его изобретения впереди. О них я хочу поговорить особо.
Я знаю Андрея Кузьмича давно, со времен активной деятельности Московского совета новаторов, т. е. с начала шестидесятых годов. Но близкого знакомства между нами не было - как-то все обоим не хватало времени.
Ближе мы стали, когда нас пригласили в правление республиканского общества "Знание" и передали настойчивую просьбу Саратовского общества "Знание", областного ВОИР и Саратовского городского совета новаторов командировать нас обоих для оказания технической помощи саратовским заводам и институтам.
Задушевная беседа началась в вагоне поезда Москва - Саратов. По каким вопросам вызывали меня, было ясно - нарезание резьб. А Андрей Кузьмич? Его новшества касаются самых различных отраслей промышленности.
- Что из своих изобретений ты покажешь на саратовских заводах, Андрей Кузьмич? - спросил я.
- Да меня, собственно, приглашают в основном институты, а не заводы.
- По какой же теме?
- Тема не совсем обычная - скоростное черчение, - сказал Андрей Кузьмич и прочитал мне целую лекцию о том, что за последние 80 лет производительность труда станочника увеличилась в 30 раз, а производительность конструктора и чертежника - только на 20%.
- Нетерпимое положение, - говорил Андрей Кузьмич. - Посмотри, что пишут в последнее время центральные газеты. - И он показал мне газеты "Правда" и "Известия".
"Правда" 11 марта 1977 года опубликовала письма конструкторов из КБ различных заводов страны. Конструктор А. Лисовский с киржачского завода "Красный Октябрь" (Владимирская область) писал, что за 30 лет оснащенность цехов завода новейшим оборудованием сильно увеличилась, появились автоматические линии, станки с программным управлением, уникальные агрегатные станки и многие другие современные средства производства. "Но тщетно было бы пытаться обнаружить хоть какие-нибудь изменения в нашем конструкторском бюро, - пишет А. Лисовский. - Тут ничего не меняется уже десятки лет. Есть все тот же кульман, громоздкий и малоудобный, который был у конструктора еще в начале века".
Другой конструктор - А. Степанов с Камского автозавода (Набережные Челны) писал так: "Чтобы заниматься разработкой новой техники и технологии, механизмов и устройств на уровне современных требований и делать это быстро и качественно, сейчас уже недостаточно иметь даже хороший кульман и логарифмическую линейку. А у нас больше ничего нет". Подобных писем в "Правду" приходит не мало.
- Видишь, Борис Федорович, чем обеспокоены конструкторы? - заметил Андрей Кузьмич. - Несколько лет тому назад я тоже познал горечь такого положения на собственном опыте. Понимаешь, втянулся в рационализаторскую деятельность, и мне пришлось много чертить различных эскизов и чертежей. Скоро я заметил, что выражаю свои технические идеи на ватмане дольше, чем изготовляю их в металле. И это понятно: ведь и у меня, как и у пишущих в "Правду" конструкторов, ничего не было, кроме древнего кульмана. Мое положение было еще хуже: конструкторы чертили 8 часов в рабочее время, а я мог чертить только вечерами, после основной своей работы.
И он вырисовывал на бумаге свои замечательные творческие разработки, чертил, забывая об отдыхе, отпуске и о выходных днях. Такова уж натура рабочего-новатора.
Как я понял из его рассказа, в мозгу Андрея Кузьмича постепенно стала проясняться мысль о том, что надо сделать, чтобы ускорить, облагородить и упростить сам процесс черчения - процесс перенесения творческих замыслов на ватман. У него было много идей, но слишком мало времени для их выражения в чертеже. И вот начали рождаться принципиально новые чертежные устройства. Сперва в эскизах, потом в металле. Как и все новинки Семенова, они были просты по конструкции и несложны в изготовлении. Андрей Кузьмич и не помышлял об изобретениях, он просто ускорил свои вечерние работы и постепенно сделал труд чертежника более легким. И еще он заметил: если раньше, имея только кульман и карандаш, он тратил на вычерчивание своей задумки три вечера, то теперь, вооруженный новыми чертежными приборами, он делал чертеж примерно такой же сложности за один вечер. И чертеж получался более четким, красивым и полностью соответствовал Единой системе технической документации.
Андрей Кузьмич был достаточно опытным конструктором и чертежником, чтобы понять: если дать такие чертежные приборы всем работникам КБ и проектных институтов, то выход технической документации ускорится по меньшей мере в 2 раза. Это была техническая революция в чертежно-конструкторском деле. И он подал (одну за другой) в Государственный институт патентной экспертизы пять заявок на изобретение. Вскоре получил четыре авторских свидетельства на чертежные приборы. Госкомитет изобретений и открытий признал их новизну и полезность. Новые приборы скоростного черчени демонстрировались на ряде выставок, в том числе и на ВДНХ СССР, где были отмечены золотой н серебряной медалями. Семенова приглашали многие заводы, КБ и институты Москвы и других городов страны, чтобы показать работу с новыми чертежными приборами. Вот и в Саратов он ехал с той же целью.
- Андрей Кузьмич, - спросил я, когда мы уже подъезжали к Саратову, - а что есть нового за рубежом в области механизации процесса черчения? Ты, наверное, в курсе этого дела?
Андрей Кузьмич рассказал, что за рубежом созданы сложные чертежные комбайны с программным управлением, которые предназначены для вычерчивания общих контуров крупных изделий.
Американские фирмы Форда и Крейслера, например, используют такие приборы для вычерчивания общих контуров будущих моделей автомобилей. Широкого распространения программные чертежные приборы не получили из-за высокой стоимости и сравнительно узкого поля применения.
Поезд уже подходил к Саратову, а мне так и не удалось поближе познакомиться с приборами Семенова.
Было 9 часов утра, в 13 часов был назначен общегородской семинар специалистов многих институтов, КБ и заводов для ознакомления с новшествами А.К. Семенова. Я решил послушать выступления моего коллеги с начала до конца и попросил перенести мою консультацию на Саратовском авиационном заводе на другой день.
- Я хочу показать вам чертежные приборы, с помощью которых любой конструктор или чертежник может "выдавать на-гора" свои чертежи в два с половиной раза быстрее, чем это делается сейчас, - начал Андрей Кузьмич.
Большой зал заполнен умудренными многолетним опытом конструкторами, технологами, инженерами. Настроены они скептически: ну, что может показать им нового какой-то московский механик?
- Для того чтобы научиться пользоваться моими приборами, любому человеку, знакомому с основами черчения, достаточно 20 минут, - продолжал Андрей Кузьмич. И тут же, не сходя с трибуны, на листе ватмана, приколотом к чертежной доске, показал работу своих удивительных приборов. Он сам любовно сделал все свои чертежные устройства и приспособления. Они сверкали хромированными деталями, разноцветным оргстеклом, полированным эбонитом. Они имели, что называется, "товарный вид" и были необычны даже для меня, уже кое-что знающего о творческих разработках Андрея Кузьмича.
По окончании семинара скептиков уже не было. Присутствующие хлынули на сцену, окружили Семенова и чертежную доску с его приборами. Вопросам не было конца. И чаще всего повторялся один вопрос: "А почему нигде не организован выпуск этих несложных и умных приборов?"
Действительно, лишь на том заводе, где работает автор, изготовили дл своего конструкторского бюро несколько комплектов его чертежных приборов. Больше их нигде не делают и даже мало где о них знают...
Познакомимся с некоторыми из приборов Семенова.
1. Универсальный чертежный прибор.
Он состоит из планки с двумя вмонтированными вращающимися опорными роликами и рейки, к которой крепится длинная (500 мм) линейка с делениями. На линейке укреплена штанга с импульсным механизмом для перемещения каретки. Каретка имеет удобную эбонитовую ручку, которой конструктор двигает прибор по доске.
На каретке также укреплена градуированная шкала типа транспортира и другая длинная линейка с делениями. Эта линейка шарнирно соединена с ручкой и может быть быстро установлена и закреплена под любым нужным углом. Отсчет углов ведется по черной риске на белом указателе у основания линейки.
Для работы прибор кладется роликами на верхнее ребро наклонно стоящей чертежной доски. Весь прибор мягко и легко перемещается по всей доске, так как ролики катаются по ее ребру.
На одном из роликов есть счетное устройство в виде диска с делениями. По этим делениям при черчении очень удобно отмерять расстояния между горизонтальными линиями. Одно крупное деление диска соответствует 1 мм по длине.
Замер расстояний между вертикальными линиями производится по делениям основной длинной линейки. Для того чтобы чертежнику не приходилось все время напряженно всматриваться в миллиметровые деления линейки, у одного из концов транспортира укреплена 4-кратная лупа, через которую деления хорошо видны.
Для прочерчивания линий под различными углами все угловые величины устанавливаются по шкале транспортира и жестко фиксируются зажимным винтом. Шарнирная линейка с кареткой, двигающейся по штанге над длинной линейкой, имеет устройство для механического перемещения. На ней можно быстро установить любой интервал перемещения от 0,5 до 30 мм. Все эти мелочи значительно расширяют графические возможности прибора и позволяют ускорить процесс черчения в 2 - 3 раза против всех иных известных способов.
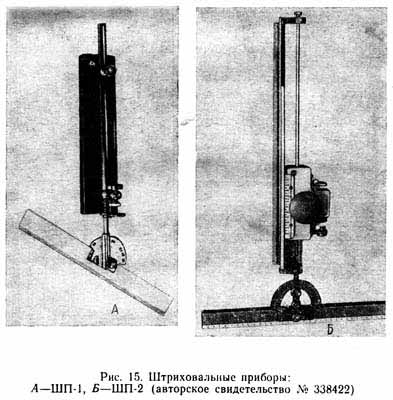
2. Штриховальные приборы.
Чуть ли не половину рабочего времени чертежника обычно занимает различная штриховка: горизонтальная, вертикальная, наклонная, перекрестная (сетчатая).
Расстояния между штриховыми линиями надо выдерживать одинаковые; часто при изображении перспектив, объемных тел и т. д. приходится штриховать отдельные части изображения с постепенно нарастающим или уменьшающимся шагом штриховки, а это очень утомительно да и не всегда получается правильно.
Для облегчения и ускорения этих элементов процесса черчения Семенов создал и изготовил штриховальные приборы двух типов.
Первый прибор небольшой. Он состоит из пластмассового корпуса подвижной штанги с закрепленной на ней линейкой, механизма подачи и лимба упора.
С помощью этого прибора можно быстро прочерчивать параллельные линии с интервалом от 0,5 до 12 мм под различными углами. Линейка фиксируется щелчком в следующих угловых положениях: 30, 45, 60 и 90°. Подпружиненный рычаг подачи штанги с линейкой можно установить на любой интервал штриховки и при работе только нажимать одним пальцем на кнопку рычага. При нажиме штанга с линейкой отходит на установленную величину, при следующем нажиме отойдет еще на такую же величину и т. д. Работать с прибором быстро и удобно, без перестановки прибора можно штриховать полосу шириной 180 мм.
Другой штриховальный прибор посложнее в изготовлении, но зато имеет более широкие графические возможности. Он состоит из корпуса-основания, подвижного стержня, рычага подачи, лимба-упора, фиксируемой в любых угловых положениях линейки подвижной шпильки-упора с двумя рычагами. Шпилька служит для установки перепада интервалов между штриховыми линиями в сторону постепенного увеличени или уменьшения.
Этим прибором можно выполнять работы в более широком диапазоне. Например, штриховка с постоянным шагом выполняется с интервалами от 0,5 до 30 мм. Без перестановки прибора можно штриховать полосу в 300 мм, под любыми углами, с прогрессивно нарастающим или убывающим шагом. Это бывает необходимо при линовании, изображении перспектив объемных предметов, при вычерчивании деталей, имеющих большое количество параллельных линий. Нарастание или уменьшение интервалов штриховки легко устанавливается по нониусу на каретке.
Любой прибор закрепляется на чертежной доске при помощи двух установочных игл или тонкой резины, приклеенной к нижней плоскости корпуса прибора.
3. Портативный чертежный прибор.
Небольшой комбинированный чертежный прибор по своей конструкции объединяет несколько элементов и одновременно является пантографом. По трубке, закрепленной на верхнем ребре чертежной доски, на трех роликах перемещается подвижная каретка, с которой шарнирно связана пара тяг. Вторая пара тяг прикреплена к головке и подвижному шкиву, который также имеет тяги от подвижной каретки.
Благодаря такому устройству, небольшим по габаритам и по весу прибором можно охватывать рабочую площадь больших форматов. Система рычагов уравновешивается в наклонном положении ленточной пружиной, помещенной в сжатом состоянии в корпусе барабана, который закреплен на подвижной каретке. Пружина через шкив, находящийся в верхней части барабана, и через среднюю шайбу подвижного шарнирного соединения тяг уравновешивает рычаги прибора при помощи капронового троса, закрепленного у верхней тяги головки.
Угловые положения линеек головки фиксируются конусом в отверстии при помощи кнопки, которая выступает из торца ручки. Нажав кнопку ладонью левой руки, легко изменить положение линеек и закрепить их под любым углом. Такой прибор очень удобен в работе и для маститого конструктора, и для начинающего чертежника.
Шкалы на линейках и на диске транспортира, связанного с линейкой, имеют отличный обзор, а линейки легко перемещаются по всему чертежному листу, причем центральная ось ручки управления линейками и всем прибором имеет радиальное перемещение на 360°.
Прибор технологически прост в изготовлении и обеспечивает высокую точность при выполнении самых разнообразных чертежных и графических работ.
4. Телескопический циркуль.
Часто конструктору или чертежнику приходится прочерчивать дуги окружности диаметром в 1,5 - 2 м, хотя весь чертеж занимает 1 м2. Центр такой окружности находится где-то далеко за пределами чертежа и доски. Такая работа всегда весьма затруднительна.
С телескопическим циркулем А.К. Семенова чертежник и конструктор не будут испытывать никаких забот. Разметчики по металлу также получают очень удобный прибор для разметки кривых больших радиусов. Телескопическим циркулем можно легко и просто вычерчивать окружность больших диаметров с точной установкой величины радиуса по шкале.
Прибор состоит из следующих узлов и деталей: трубки, выдвижного стержня, на одном конце которого крепится наконечник с пишущим устройством, а на другом конце в стержень ввернута разрезная цанга, создающая необходимое торможение между внутренними стенками трубки и стержнем. На одном конце трубки находится подвижная центральна стойка с иглой и двумя колесиками, которые ограничивают углубление иглы в доску и бумагу и, таким образом, придают циркулю хорошую устойчивость (опору на три точки), столь необходимую при прочерчивании больших кривых.
Подвижная стойка перемещается по трубке и может быть фиксирована в любом положении по шкале от 200 до 500 мм. На другом конце трубки имеется импульсный механизм для перемещения стержня с большего радиуса на меньший и для точной установки нужного радиуса по имеющемуся нониусу. На трубке в продольно прорезанном пазе имеется шкала от 0 до 100 мм. Подвижной стержень может быть выдвинут на 500 мм. Он также имеет риски через каждые 100 мм с отсчетом от нуля, нанесенного на трубке. Риски имеют деления на 500, 600, 700, 800, 900 и 1000 мм. Таким образом, можно легко прочертить дуги окружности диаметром 2 м на обычном листе чертежа. Цена делени на нониусе - 0,05 мм, т. е. как на штангенциркуле высокого класса точности.
Фиксированное положение подвижной центральной стойки и шкалы на трубке и подвижном стержне взаимосвязаны. Это дает возможность устанавливать размеры радиусов в диапазоне от 200 до 1000 мм с точностью до 0,05 мм.
На стержне около пишущего устройства крепится стойка с овальным роликом, который имеет пружину. Стойка закрепляется в вертикальном положении по отношению к плоскости чертежной доски. Это несложное устройство включается, если нужно прочертить окружность или часть ее пунктирной линией; при движении циркуля овальный ролик то поднимает пишущее устройство, то опускает карандаш к бумаге, равномерно и четко прерывая линию.
В пишущее устройство можно вставлять вместо карандаша рейсфедер.
Циркуль Семенова также используется для разметочных работ по металлу. В этом случае в наконечнике пишущего устройства вместо карандаша или рейсфедера закрепляется чертилка.
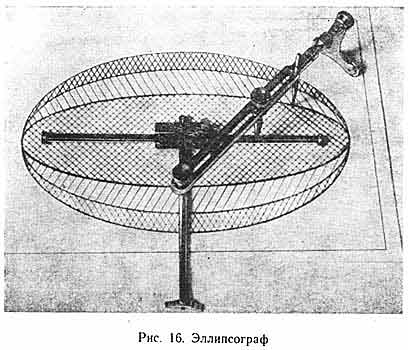
5. Эллипсограф.
В чертежно-конструкторских работах нередко бывает необходимо вычерчивать и различные эллиптические кривые. Для чертежника это довольно сложная и трудная задача. Андрей Кузьмич решил эту задачу, по-моему, блестяще! Создан специальный прибор - эллипсограф, позволяющий вычерчивать эллипсы по заданным размерам большой и малой полуосей. Конструкция состоит из копирующей крестовины и пишущего устройства. Копирующая крестовина - это корпус с установочными иглами, которыми она укрепляется на чертежной доске. В обоих лучах крестовины просверлены взаимно перпендикулярные отверстия с прорезанными пазами.
В отверстие большой оси пазами вверх вставляются боковые сменные стержни, а в отверстие малой оси - передвижной стержень также пазом вверх.
На боковой стороне державки пишущего устройства эллипсографа нанесена шкала для установки подвижных штырей на размер.
По шкале устанавливаются нужные размеры полуосей эллипса. Нулевое деление шкалы находится на оси отверстия под карандаш или рейсфедер. Для устойчивости при черчении служит поддерживающий кронштейн с двум роликами, которые вместе с пишущим устройством обеспечивают надежную опору на три точки.
Штыри имеют пружину и устанавливаются в таком порядке: от нулевого деления ставят первый штырь на размер малой полуоси эллипса, а второй штырь ставят на размер большой полуоси.
Процесс вычерчивания эллипса прост: при помощи установочных игл корпус крестовины закрепляют на чертеже так, чтобы пересечение осей корпуса совпадало с осью эллипса. Державку устанавливают вторым штырем в точку пересечения пазов стержней, а первым штырем попадают в паз левого стержня. Подвижной стержень должен находиться в это врем в крайнем нижнем положении. При вычерчивании кривой эллипса державка с карандашом перемещается вправо таким образом, чтобы штыри, не отрываясь от своих пазов, перемещались: второй штырь вниз - вверх, а первый слева направо, причем до тех пор, пока второй штырь вернется в точку пересечения пазов крестовины, а первый штырь в это время переместится в крайнее правое положение крестовины. Так будет вычерчена верхняя половина кривой симметричной большой оси эллипса. Для вычерчивания другой (нижней) половины эллипса подвижный стержень крестовины перемещается в крайнее верхнее положение. Державка с пишущим устройством, перемещаясь теперь уже в нижней части, вычерчивает вторую половину на другой стороне большой оси эллипса. В результате за один прием без перестановки крестовины получается вычерченный совершенно правильной геометрической формы эллипс по заданным размерам полуосей. Меняя по шкале положение бокового штыря и пишущего устройства, можно вычеркивать эллипсы с различными полуосями: малой - от 40 до 220 мм, большой - от 60 до 240 мм.
Так Андрей Кузьмич решил и эту довольно сложную чертежную задачу.
В черчении существуют и другие не менее сложные задачи. Тот, кто знаком с работой чертежника или конструктора, знает, как подчас много требуется различных лекал. Лекалами называют кривые линейки которые применяются для вычерчивания кривых линий по заданным точкам. В обиходе любого конструкторского бюро их приходится иметь очень много - целые ящики, а они порой занимают все стены в помещении бюро.
Чтобы провести нужную кривую линию, конструктор часто тратит массу времени на подбор лекала заданной кривизны, для этого подчас приходится перебрать десятки лекал, примеряя каждое к чертежу.
Андрей Кузьмич избавил чертежников и конструкторов и от этих неудобств.
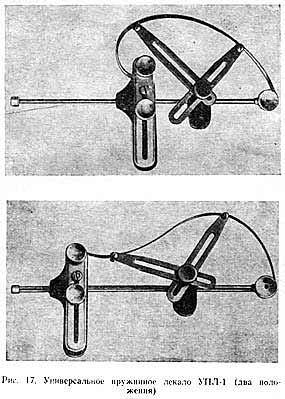
6. Универсальные лекала.
Новые пружинные лекала А.К. Семенова предназначены для прочерчивания в широком диапазоне кривых линий переменного радиуса с одно- и двухсторонним расположением центров кривизны. Универсальные лекала Семенова делятся на два типа: лекала со свободным изгибом пружины и лекала со свободным и принудительным изгибом пружины. Первые попроще в изготовлении, зато вторые имеют больший диапазон применения.
Рассмотрим бегло первый вариант.
По конструкции лекало несложно, и, если учесть, что оно одно может заменить сотни обычных лекал, с ним стоит познакомиться.
Лекало состоит из пластмассового корпуса, в котором под углом 90° перемещается подвижный стержень, а параллельно корпусу перемещается подвижная планка. Один конец стержня соединен с концом планки гибкой ленточной пружиной, причем угол крепления пружины к планке можно менять н таким образом получать кривые с переменными радиусами с односторонним расположением центров кривизны. Перемещая стержень и планки по корпусу, можно уменьшать или увеличивать радиусы кривизны изгиба пружины.
Другой вариант универсального лекала имеет как свободный, так и принудительный изгиб ленточной пружины. В обоих вариантах ленточна пружина служит той кривой линейкой, по которой чертят нужную кривую.
Конструктивно лекало второго варианта состоит из стержня, на котором находятся два подвижных кронштейна, соединенных ленточной пружиной. Концы пружины прикреплены к кронштейнам при помощи цилиндрических вращающихся бобышек. Кронштейны с закрепленными концами пружины могут быть зафиксированы зажимами в определенном положении.
На стержне находятся также упоры, при помощи которых достигается принудительный изгиб пружины, т. е. подгонка ее по точкам, которые надо соединить кривой линией. Комбинируя перемещение кронштейнов, вращение цилиндрических бобышек и перемещение упоров пружины, можно легко получить кривую любой формы. Конструкторы и чертежники быстро осваиваются с новыми лекалами и экономят много времени, не перебирая десятки жестких лекал.
7. Прибор для прочерчивания сегментов.
С большими трудностями сталкиваются конструкторы при прочерчивании сегментов больших окружностей, центр которых находится далеко за пределами чертежной доски. Андрей Кузьмич и для этого трудного вида чертежных работ создал специальный прибор.
Прибор состоит из стержня, на котором находятся два подвижных кронштейна с градусными шкалами и стрелками. Подвижные кронштейны соединены ленточной пружиной (при изготовлении приборов для себ Андрей Кузьмич использовал в качестве пружины обычную металлическую метровую линейку). Концы ленточной пружины покоятся на радиально вращающихся цилиндрический бобышках, укрепленных на верхних концах кронштейнов.
В центре стержня находится мерительное устройство со шкалой для установки высоты стрелки сегмента. Прибор настраивается на нужный радиус по специально составленной автором таблице, где рассчитаны радиус, высота стрелки и центральный угол.
Принудительная установка центрального угла прилегания пружины к бобышкам подвижных кронштейнов сглаживает погрешности изгиба пружины на концах. Установка делается по градусным шкалам, имеющимся на обоих кронштейнах.
С помощью составленных таблиц прибор быстро настраивается для прочерчивания сегментов с радиусами от 900 до 3500 мм.
Прибор настраивается на нужный радиус так: по таблице берется соответствующий размер, с помощью мерительного устройства выставляется высота стрелки; к опорной планке (в центре основного стержня) при помощи подвижных кронштейнов подводится пружина, после чего кронштейны закрепляются Затем по шкалам устанавливается угол прилегания пружины, и она фиксируется в данном положении барашками.
Как и другие чертежные приспособления Семенова прибор, для черчени сегментов неизменно вызывал большой интерес в КБ заводов тяжелого машиностроения, на судостроительных заводах и в проектных институтах. На судостроительном заводе имени 61 коммунара в городе Николаеве ознакомиться с работами Андрея Кузьмича пришел главный инженер. Он очень внимательно слушал пояснения Семенова и после выступлени сказал: "Мы испытываем трудности в КБ с чертежами, где необходимо вычерчивать кривые с большими радиусами. Ваш прибор просто решает эту задачу. Не могли бы вы оставить или продать его нам?"
Андрей Кузьмич поблагодарил главного инженера и всех присутствующих за внимание и вежливо отказал: "Я оставлю рабочие чертежи нужного вам прибора, он не так сложен в изготовлении, сделаете сами".
В изобретениях А.К. Семенов предусмотрел все виды чертежных работ, вызывающие затруднения у конструкторов и чертежников. Предусмотрел, облегчил и ускорил эти процессы.
Вот еще одна трудная задача в техническом черчении: изображение различных правильных спиралей с всевозможными шагами. А такие спирали встречаются в машиностроении не так редко, как может показаться.
Возьмем хотя бы обычный трехкулачковый патрон для токарных, фрезерных, расточных и других типов станков. Разнообразных вариантов такого патрона существуют десятки, но во всех обязательно есть так называемая "планетарка" - торцевая спираль, котора двигает кулачки, сжимая и разжимая их по мере надобности.
При черчении деталей этих патронов обязательно приходится чертить спирали различных шагов и профилей. Если для прочерчивания кругов столетия существуют циркули, то для черчения спиралей никаких специальных инструментов или приборов до сих пор не существовало и с этими спиралями, как говорят конструкторы, всегда была одна маета.
И вот маета кончилась. Андрей Кузьмич позаботился об этом.
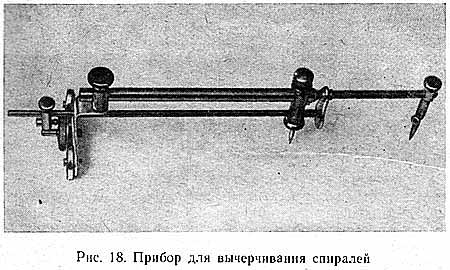
8. Прибор для прочерчивания спиралей состоит из центральной стойки, трубки, подвижной штанги с пишущим устройством и небольшого колесика.
На торце колесика сделана спиральная канавка, и она через щуп воздействует на подвижный стержень с пишущим устройством. Обычно спираль задается шагом и наибольшим начальным диаметром. Начинают чертить спираль с большего диаметра. По мере движения прибора по кругу, как при черчении циркулем, щуп постепенно и равномерно утягивает в трубку стержень с пишущим устройством на тот шаг спирали, который нужен и который был установлен колесиком. Этот шаг спирали зависит от расположения колесика со спиралью по отношению к центральной стойке.
На центральной стойке рядом с колесиком имеется шкала, по которой устанавливают исходный радиус и шаг спирали.
На чертежах приходится делать надписи, причем они в соответствии с Единой системой технической документации, должны быть определенной формы, шрифта и размера. Это простая, но утомительная и трудоемка операция. Андрей Кузьмич ускорил и облегчил и ее, причем качество надписей значительно улучшилось.
9. Прибор для выполнения надписей.
Прибор предназначен для нанесения знаков с трафарета на бумагу карандашом или тушью. Конструкция его состоит из двух взаимно перпендикулярных штанг с перемещающимися каретками. Одна из кареток дает возможность устанавливать интервалы между буквами и словами, а другая каретка дает интервалы между строчкам. Обе каретки имеют механическое перемещение: первая по горизонтали, вторая по вертикали. Прибор также имеет линейку со шкалой для упора и перемещени трафарета, пантографное устройство с копиром и пишущее устройство. Прибор позволяет переносить знаки с трафаретов на бумагу с выдержкой интервалов, с увеличением или уменьшением размеров знаков или в масштабе 1:1.
Этот прибор может найти широкое применение для нанесения всевозможных текстовых надписей на любой технической документации, при оформлении средств наглядной агитации.
Интересно, что за рубежом тоже были сделаны попытки улучшить и ускорить эту непроизводительную, но нужную операцию в черчении и графике. Так, в Федеративной Республике Германии был выдан патент № 887320, а в Соединенных Штатах Америки - патент № 3570129 на приборы для нанесения надписей на чертежи. Однако при рассмотрении Госкомитетом изобретений и открытий СССР прибора А.К. Семенова и сравнении его с немецким и американским приборами последние не выдержали конкуренции. Прибор Андрея Кузьмича был признан лучшим в мире, и на него было выдано авторское свидетельство № 353852.
Андрей Кузьмич Семенов сейчас на пенсии, но он не порвал связей со своим родным заводом, не отказался от творческого поиска.
Его часто можно встретить в Московском Доме научно-технической пропаганды, где он дает техническую консультацию. Добрым словом опытный изобретатель помогает начинающим новаторам производства твердо стать на трудный, но благородный путь создания нового в технике.
Я глубоко убежден, что Андрей Кузьмич не закончил свой творческий путь и еще не раз порадует и удивит нас своими оригинальными решениями пока не разрешенных проблем в технике.
Подготовлено для сетевой публикации учениками московской гимназии №1543
Алексеем Дыбовским и Егором Гавриловым