РАБОЧИЕ УМЕЛЬЦЫ
|
Б. Ф. Данилов
РАБОЧИЕ УМЕЛЬЦЫ |
Глава 6.
Электромонтер Полугаевский
Главная тема творчества рабочего-новатора московского машиностроительного завода "Знамя труда" Иосифа Вениаминовича Полугаевского - совершенствование ремонтных работ. Среди московских новаторов тема редкая, но крайне нужная.
Труд ремонтников в механических цехах пока еще тяжел, и ручные операции в нем занимают порой до 90% рабочего времени. Поэтому творческий поиск И.В. Полугаевского заслуживает всяческой похвалы и внимания.
У слесарей по ремонту, скажем, станочного парка в механическом цехе трудности встречаются на каждом шагу. И очень часто какая-нибудь мелочь, вроде, например, снятия с оси шкива, который надо заменить, заставляет слесаря-ремонтника брать в руки зубило и молоток, а то и кувалду. Много раз доводилось видеть в цехах, как, пытаясь стронуть с места злополучный шкив ударами молотка, слесари уродуют вал, на котором он сидит, и другие прилежащие части станка. Частенько достается и пальцам рабочего. Не случайно наибольший травматизм среди рабочих механических цехов у ремонтников.
За долгие годы работы в ремонтных бригадах электромонтеру И.В. Полугаевскому нередко и самому случалось снимать, шкивы с вала электромотора - при ремонте и перемотке моторов эта операция неизбежна.
Рационализатор по натуре, Полугаевский однажды твердо решил: "Хватит с нас этого ломового труда, больше его не будет. Шкивы, подшипники и другие детали машин, которые приходится снимать с осей при ремонте, должны удаляться без физических усилий, спокойно и красиво".
Первое такое устройство Иосиф Вениаминович сделал для электромоторов.
Чтобы снять шкив с вала, движением рычага разжимают три захвата, расположенных под углом 120° друг к другу. Своими загнутыми краями они зацепляются за край шкива. В центр вала, на котором сидит шкив, упирается гладкий конец винта с трапецеидальной резьбой, который входит в гайку, находящуюся в корпусе съемника. Винт на другом конце имеет рукоятку, подобную той, какая есть на всех слесарных тисках. При вращении этой рукоятки винт, двигаясь но резьбе гайки, медленно и с большим усилием (около 3 тонн) давит на вал. Рабочий, одной рукой вращая винт, а другой нажимая на рычаг, сжимающий три захвата, легко стягивает шкив с вала. Никаких ударов кувалдой, никаких забоин и зарубин на шкиве и валу мотора. А ведь все эти неприятности считались неизбежными десятки лет, пока не появился съемник Полугаевского. Теперь вся операция занимает не более 3 минут.
Электромоторы и шкивы на них бывают разных размеров. Это учитывает новатор. На основаниях захватов сделано по четыре отверстия. Пользуясь ими, можно установить тяги, связывающие рычаг с захватами, в различные положения, что позволяет сделать размах загнутых концов захватов от малых (100 мм) до больших (450 мм) размеров и снимать с валов шкивы различного диаметра.
Ремонтники и электромонтеры завода сразу оценили простое и умное приспособление новатора, и теперь такие съемники есть во всех механических цехах. Впоследствии Иосиф Вениаминович модернизировал свое устройство, приспособив его для всех случаев ремонтных работ, когда нужно выпрессовывать различные втулки, шарикоподшипники, роликовые подшипники, валы и заглушки из труднодоступных мест, расположенных в глухих и глубоких гнездах. Госкомитет изобретений и открытий СССР признал винтовой съемник Полугаевского изобретением и выдал ему авторское свидетельство № 229308.
Думаю, что механикам цехов и всем ремонтникам будет интересно познакомиться с последним вариантом этого дельного изобретени московского рабочего-умельца.
Винтовой съемник для извлечения втулок, обойм шарикоподшипников и других полых деталей из глухих и глубоко расположенных отверстий диаметром от 25 до 100 мм.
Съемник работает таким образом. Подобранный по размеру конус навертывается на переходник, который ввертывается в торец силового винта. При выпрессовке, скажем, втулки конус должен находиться на расстоянии 30 - 35 мм от нижней части извлекаемой втулки. Лапы устанавливаются в равноудаленные от оси винта отверстия в проушинах. Вращением против часовой стрелки гайки 2 опускают винт с навернутой вытяжной головкой на необходимую глубину или на дно гнезда, где запрессована втулка. После этого концы лап заводятся за извлекаемую деталь или за ее фаску (если деталь запрессована до упора). При вращении винта 1 конус опускается и распирает концы лап.
Вращением гайки 6 опорные рычаги разводятся (или сводятся) на необходимое расстояние от оси винта и устанавливаются на опорную поверхность узла или корпуса.
Поворачивая накидным ключом гайку 2, винт вместе с головкой поднимают и извлекают захваченную лапами деталь.
Для облегчения труда ремонтников И.В. Полугаевский создал целую серию приспособлений.
Вот, например, приспособление для извлечения шпонок. Как известно, детали различных машин и механизмов часто крепятся от проворачивани при помощи клиновых или призматических шпонок с головкой. Головка делается для того, чтобы при ремонте механизма шпонку можно было извлечь. Однако при демонтаже и разборке узлов головка шпонки очень часто отламывается и тогда извлечь шпонку из соединения невозможно. Эту операцию ремонтники считают самой "гиблой". Приспособление И.В. Полугаевского просто по конструкции и удобно при пользовании. Работа с ним совершенно безопасна и значительно улучшает условия труда ремонтника.
Полугаевский создал также универсальный съемник для демонтажа турбин и крыльчаток воздушных вентиляторов. Такая работа часто встречается у ремонтников, и всегда они сталкиваются с большими трудностями, потому что, как правило, эти крыльчатки и турбины закрепляются глубоко в кожухе вентилятора, и подобраться к ним трудно. Задача усложняется еще и многообразием вентиляторов, применяемых в самых различных отраслях промышленности.
Созданный Полугаевским новый съемник пригоден для захвата и съема с валов любых турбин и любых конструкций вентиляторов.
Опишу еще один из съемников Полугаевского, предназначенный для сняти деталей, напрессованных на вал, запрессованных в отверстия и глухие гнезда, а также напрессованных на вал и одновременно запрессованных в гнездо. Этот съемник смонтирован на платформе 1 (рис. 21). На основании платформы на поворотном диске установлена рама 2, котора может поворачиваться в стопорном устройстве, состоящем из прижимного башмака с винтом 3 и стопорной ручки 4. На платформе укреплен ложемент 5. Между стойками рамы на подъемном устройстве, состоящем из винта 7, гайки с ручками 8 и кольца 9, укреплен корпус 6. На корпусе имеется планшайба, на которой установлен токарный трехкулачковый патрон 10. В этом патроне крепятся лапы-извлекатели 11. (На том же рисунке внизу показаны различные виды лап-извлекателей и некоторые способы извлечения запрессованных шарикоподшипников.) Через корпус, планшайбу и токарный патрон проходит ходовой винт 13, имеющий на конце сменные центры 14. Как работает этот съемник?
Чтобы снять с вала деталь, весь узел помещают на ложемент, вращением гайки 8 съемник устанавливают на необходимую высоту, кулачки патрона с лапами-извлекателями разводят ключом так, чтобы загнутые крючки лап или нижний зацеп кулачков можно было завести за снимаемую деталь, и затем зажимают ключом патрона. При вращении ходового винта центр 14 упирается в деталь и потом выпрессовывает ее. Для работы с большими стационарными изделиями и агрегатами, где надо что-то выпрессовать, платформа перемещается на колесах к изделию. Поворотом ручки 4 освобождают зажим стопорного устройства рамы, повертывают раму со съемником вокруг оси на нужный угол и стопорят. Последующие операции производят в описанном выше порядке.
В конструкции этого съемника предусмотрено применение трехкулачковых токарных патронов диаметром 180, 250 и 320 мм. Это вполне обеспечивает извлечение напрессованных и запрессованных деталей диаметром от 20 до 400 мм с усилием выпрессовки от 33 до 8 тонн. Для деталей больших диаметров с усилием выпрессовки более 9 тонн применяются патроны диаметром 420 мм и более со специально изготовленными мощными кулачками.
Как и всем нашим московским новаторам, И.В. Полугаевскому пришлось поездить по заводам не только столицы, Московской области, но и побывать во многих городах нашей страны. Его приглашали руководители ремонтных цехов, главные механики заводов, ремонтники и электрики механических цехов. Его разнообразные и универсальные съемники везде вызывали большой интерес, и ремонтники выражали желание иметь у себя такие же устройства.
Интересно, что на трех заводах в разных городах нашей страны во время выступления И.В. Полугаевского со своими съемниками произошли совершенно одинаковые случаи.
Показывая свои устройства в механическом цехе родного завода "Знамя труда", Иосиф Вениаминович спросил у слушателей:
- Есть у вас какой-нибудь узел машины или станка, которой вы не сможете разобрать, не изувечив его?
- Вот стоит станок, бились, бились с ним, так и не смогли снять с вала втулки и шкив, - ответили ремонтники. - Пришлось бросить, теперь механик готовит его к списанию, все равно отремонтировать нельзя.
Полугаевский посмотрел, подумал немного.
- Давайте попробуем разобрать в нем те детали, которые вы не могли выпрессовать.
И попробовали. Втулки и шкивы были сняты с валов без особых усилий простыми устройствами Полугаевского. Ремонтники смогли разобрать узлы станка и установить причины его выхода из строя.
Причины оказались пустяковыми, однако их нельзя было установить, не выпрессовав втулки и шкивы.
- Ну вот, а вы его списывать собрались, - сказал Полугаевский механику цеха. - А станок-то еще поработает, ведь ремонт пустячный.
Другой случай произошел на Подольском механическом заводе имени Калинина. Полугаевскому предложили доказать свои устройства в работе на уже списанной станке, в котором, не поддавались разборке заржавевшие детали. Видимо, не помогли ни кувалда, ни зубило: на валах и втулках были забоины и вмятины.
Каково же было удивление механиков, ремонтников и электромонтеров, довольно скептически слушавших лекцию Иосифа Вениаминовича, когда "неподдающиеся", приржавевшие детали довольно легко стронулись со своих мест и были быстро выпрессованы съемниками Полугаевского.
- Братцы, а ведь мы этот станок уже списали в металлолом! - сказал один из ремонтников.
- Зря, - возразил Полугаевский. - Его можно отремонтировать, если, конечно, вы его не очень покалечили кувалдами и молотками, пока пытались демонтировать.
Кругом раздался смех, но теперь уже все с уважением смотрели на новатора. Главный механик подошел к Полугаевскому, вежливо попросил дать чертежи съемника и поблагодарил за науку.
Третий случай произошел на заводе имени Чкалова в Ташкенте. Место действия - такой же большой ремонтный цех, такая же аудитори ремонтников и механиков и почти такой же обреченный станок, на котором не смогли демонтировать запрессованные детали. Станок был солидной немецкой фирмы, и, как говорил механик, уцелел он только потому, что его просто жалко было списывать.
- Но что делать? - сетовал механик. - Если мы его и разберем с помощью кувалды и зубила, то он наверняка потеряет точность, а легкими ударами не стронешь с места ни одной втулки, ни одного подшипника.
Полугаевский посмотрел, прикинул возможности захвата своими съемниками и... быстро снял все детали, не поддававшиеся ремонтникам.
Все эти случаи говорят о том, что службе ремонта, вернее ее техническому оснащению, у нас на заводах уделяется еще мало внимания. Аналогичность всех этих случаев свидетельствует о том, что на очень многих заводах могут оказаться станки, обреченные пойти в переплавку только потому, что они не поддаются демонтажу, необходимому для ремонта. Отсюда видно, какое важное и нужное дело творит рабочий-умелец с московского завода "Знамя труда". Пока что съемники Полугаевского не изготавливаются серийным порядком, но и сделанные в индивидуальном порядке, в ремонтном цехе каждого завода, они все равно быстро окупятся, так как помогут вернуть в строй многие станки, считающиеся безнадежными.
Польза устройств Полугаевского еще и в том, что они приучают рабочих к высокой культуре производства даже в такой области, как ремонт оборудования, испокон веков считавшейся самой тяжелой и грязной работой.
Съемники Полугаевского найдут широкое применение не только в ремонте станочного оборудования, но и в ремонте автомобилей, сельхозмашин, самолетов и многих других машин и агрегатов.
Не случайно при проектировании так называемой борт-сумки пассажирского самолета-гиганта ИЛ-86 в число инструментов был включен один из съемников Полугаевского (на самолетах предыдущих выпусков в борт-сумке не было никакого съемника).
Кроме съемников И.В. Полугаевский создал много других устройств и приспособлений для станочных, слесарных и ремонтных работ.
С некоторыми из них я хочу познакомить читателей.
При установке деталей на фрезерных, расточных и других металлорежущих станках станочник часто пользуется так называемыми прижимами. Обычный прижим представляет собой стальную планку с продольной проушиной, сквозь которую продет болт. Квадратная головка болта перемещается по Т-образным пазам стола станка. Один конец планки опирается на деталь, а под другой надо что-то подложить, причем это "что-то" должно быть такой же высоты, как толщина прижимаемой детали. Только тогда, навернув на болт гайку, можно прочно и без перекоса укрепить деталь на столе станка и начать обработку резцом или фрезой.
Не сразу удается подобрать подкладки - куски железа, шайбы, кольца, отрезки трубы нужного размера, а из-за этого растет простой станка и вспомогательное время, кроме того, рабочее место станочника захламляется всевозможными подкладками и шайбами. Полугаевский сделал универсальный прижим с постоянным упором.
Прижим состоит из основания, которое входит в Т-образные пазы стола станка, сменного пальца, ввертываемого в основание, и прижимной планки. На сменном пальце имеются отверстия, которые позволяют стопорить прижимную планку в зависимости от высоты устанавливаемой детали. Достаточно иметь два-три таких прижима, чтобы надежно закрепить на столе любую деталь. Это небольшое усовершенствование повысило культуру рабочего места станочника, позволило сократить вспомогательное время.
Или вот другое столь же несложное усовершенствование, позволившее значительно ускорить и облегчить некоторые слесарные и ремонтные работы.
Довольно часто слесарям и ремонтникам приходится вырезать заготовки для той или иной фасонной детали из листового толстого (30-50 мм) материала - железа, стали, чугуна, латуни и т. д. Есть несколько способов: автогенная резка, высверливание небольших сквозных отверстий по контуру фасонной детали, плазменная резка. Последний способ самый лучший. Однако плазменный резак есть пока лишь на немногих заводах Москвы и Ленинграда да еще на некоторых заводах в Баку. Пока это новинка и довольно дорогая.
Вырезка автогеном - долгая операция, к тому же после автогенной резки на заготовке остаются рваные оплавленные края. Контуры заготовки подчас оказываются весьма далекими от нужных, а оплывшие и закалившиеся края с трудом обрабатываются даже самым твердым инструментом.
Самый распространенный способ - обсверливание по контуру. Контур наносят на лист металла ударами по керну, а затем сверлятся отверстия диаметром 5-7 мм. Точки набиваются керном так, чтобы отверстия, просверленные по ним, оставляли в металле перемычки приблизительно в 1 мм. Потом эти перемычки, а их может быть и 100, 200, перепиливаются ножовкой или перерубаются зубилом с двух сторон листа. Операция трудоемкая, малопроизводительная и достаточно неприятная, особенно если металл толстый.
И.В. Полугаевский предложил и сделал простейшее приспособление для электродрели, которой обычно высверливают отверстия по контуру в листе металла, лежащего на полу (рис. 22).
На корпус дрели крепится хомутик, который соединен с держателем упора, изготовленного из круглого материала. Согнутый конец упора легко устанавливается точно у режущей кромки сверла, чуть-чуть прикасаясь к нему внутренней ложбинкой. Величина кривизны ложбинки соответствует диаметру сверла, и оно сидит в ней как в полуобойме.
Теперь можно накернить точки по контуру так, чтобы просверленные по ним отверстия перекрывали друг друга. Перемычек не стало, но сверло не уводит при сверлении соседнего отверстия, так как упор с ложбинкой не позволяет сверлу сбиться с намеченного отверстия. После сверления последнего отверстия заготовка сама выпадает из листа (авторское свидетельство № 145114). Не нужны теперь ни вырубка зубилом, ни тяжелая распиловка перемычек ножовкой.
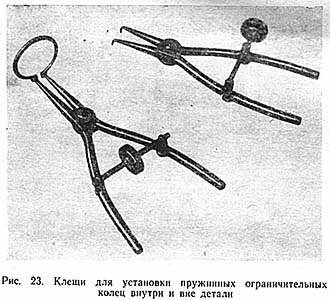
Есть у ремонтников такая довольно часто встречающаяся операция: посадить внутрь втулки пружинное стопорное кольцо.
Во втулке сделана канавка, в которую и заводят кольцо. Это необходимо, когда требуется ограничить ход детали, перемещающейся во втулке. Завести кольцо, представляющее собой сильную пружину, дело не простое и требующее больших усилий: нужно сжать концы кольца так, чтобы оно вошло в отверстие втулки, поместить его против канавки, а потом отпустить клещи.
И.В. Полугаевский предложил и сделал два типа клещей для заводки стопорных пружинящих колец, как вовнутрь втулок, так и для посадки кольца на вал, что тоже приходится делать весьма часто при ремонте различных машин и агрегатов. Ручки новых небольших клещей снабжены двумя стойками, в которых шарнирно укреплены две гайки - с правой и левой резьбой (рис. 23).
В гайки ввернуты концы стопорящего и раздвигающего винта, у которого также нарезаны с одной стороны правая, а с другой - левая резьбы. На винте сидит колесико с накаткой. Вращая его пальцем можно быстро установить концы клещей на размер, при котором распорное кольцо легко одевается на концы клещей своими ушками. А потом, продолжая вращать колесо с накаткой, можно без какого-либо усили сжать кольцо до такого размера, что оно легко войдет во втулку. Когда оно окажется в канавке, то вращением колеса его освобождают, оно прочно садится в канавку, а клещи свободно вынимаются из втулки.
То же самое, только работая не на сжатие, а на разжим, делают при посадке стопорного кольца на вал двигателя или какой-либо другой машины. Такое несложное усовершенствование делает легкой и быстрой работу, которая раньше доставляла много неприятностей и требовала больших усилий кистей рук.
Электромонтерам и ремонтникам часто приходится гнуть различные трубы под разными углами. Как и все ремонтные дела, работа эта нелегкая и получается не всегда хорошо. Чтобы согнуть трубу, скажем, под углом 90°, ее надо плотно набить песком или залить канифолью. Потом место сгиба нагревают и в горячем виде сгибают. На это требуется много времени и большие физические усилия.
В числе многих приспособлений, имеющихся на рабочем месте Полугаевского, я видел универсальный трубогиб для труб всевозможных диаметров и из различных материалов, с ручным и ножным упором (авторское свидетельство № 181404). Если раньше обычным способом и удавалось согнуть трубу, не расплющив ее в месте изгиба, то много неприятностей доставляло удаление заполнителя из трубы.
При работе универсальным трубогибом не нужны ни нагрев, ни заполнитель. Трубу гнут под нужный угол прямо на полу, причем она остается абсолютно круглой в месте сгиба. Сгибание производится между двумя роликами с ложбинкой, кривизна которой соответствует наружному диаметру трубы. Ролики сменные.
Трубогиб состоит из корпуса, на одном конце которого укреплена гайка с крупной трапецеидальной резьбой. В гайку входит длинный ходовой винт с упором, который при работе поворачивает давящий полуролик. На другом конце неподвижно укреплен второй ролик с ложбинкой.
Перед работой ходовой винт с упором отводят влево и полуролик ставится в исходное положение - так, чтобы он прикасалс ложбинкой к всунутой между роликами прямой трубе. На конце ходового винта, выступающего из корпуса, сделан квадрат, за который его захватывают длинным ключом с храповиком. Работающий наступает ногой на отрезок трубы, а рукой начинает двигать длинную рукоятку ключа.
Ходовой винт, идя вперед по гайке, подает упор, который давит на полуролик. Усилием от упора, направленным на внутреннюю кривизну полуролика, последний начинает поворачиваться и тащит с собой находящуюся в его ложбинке трубу, зажатую предварительно. хомутом, имеющимся на конце полуролика.
Продолжая движение, ролик вместе с зажатой трубой поворачивается на четверть окружности и сгибает трубу под углом 90°. Длина трубогиба не более 400 мм.
Часто бывает необходимо сгибать трубы и под углами 180°, да еще эти изгибы делать в разных плоскостях. Для таких работ Полугаевский создал так Называемый ручной трубогиб для гнутья мягких и жестких металлических труб различных диаметров без наполнителей и шаблонов со сменными гибочными элементами различных радиусов с пределом изгиба 180°. С помощью длинных рукояток рабочий очень легко и быстро может согнуть под любым углом трубки небольших диаметров. Набор сменных полуроликов позволяет сгибать трубы по любому радиусу.
Я помню, как в одном из цехов завода "Знамя труда", где работал долгое время вместе с Полугаевским, технологические службы заказали 50 различных трубогибов для разных трубопроводов, необходимых для новой машины. Заказывать решили у американской фирмы "Паркер". Полугаевский тогда мягко, без нажима предложил технологам вместо полусотни заокеанских трубогибов использовать один свой - универсальный.
Технологи были настолько удивлены, что даже подумали, что над ними смеются.
После того как Полугаевский показал им в работе свой трубогиб, начальник технического отдела с горечью сказал: "Как жаль, что мы не знали этого раньше, а теперь мы уже не можем отказаться от услуг американской фирмы. Таковы законы международной торговли!"
Сейчас трубогибом Полугаевского пользуются во многих цехах завода.
Иосиф Вениаминович не может равнодушно смотреть, когда слесарь или станочник занят тяжелой физической работой. Он искренне жалел токаря, который с трудом пытался установить на станке тяжелый вал или зажать в патрон болванку весом в 30 килограммов.
И вот родились несложные и удобные приспособления для подъема тяжелых заготовок, установки их в патроне или на планшайбе станка.
Приспособления и устройства, созданные и применяемые электромонтером Полугаевским для облегчения тяжелого труда ремонтников, монтеров, слесарей, многочисленны и разнообразны, все их здесь не назовешь.
Многие предприятия используют у себя приспособления Полугаевского. И не только машиностроительные. Например, в 1977 году московское швейное объединение "Вымпел" с благодарностью приняло его приспособление для снятия подшипников размером от 200 до 306 мм.
Первая серьезная творческая разработка И.В. Полугаевского была сделана еще в годы Великой Отечественной войны. Иосиф Вениаминович успешно продолжает свой творческий путь. И я уверен, что мы еще долго будем получать от него все новые устройства, облегчающие труд советского рабочего, делающие его культурным и красивым.
Подготовлено для сетевой публикации учениками московской гимназии №1543
Алексеем Дыбовским и Егором Гавриловым