|
Б.Ф. Данилов
ЖИЗНЬ - ПОИСК
Глава 2. Творчество |
| Первые шаги на московском заводе
Полсотни рационализаторских предложений О чувстве нового и обмене опытом Авторское свидетельство № 136160 Через игольное ушко Еще два изобретения |
|
Б.Ф. Данилов
ЖИЗНЬ - ПОИСК
Глава 2. Творчество |
| Первые шаги на московском заводе
Полсотни рационализаторских предложений О чувстве нового и обмене опытом Авторское свидетельство № 136160 Через игольное ушко Еще два изобретения |
ПЕРВЫЕ ШАГИ НА МОСКОВСКОМ ЗАВОДЕ
Начальник инструментального цеха Владимир Иванович Ефимов отнесся ко мне хорошо. Чувствовалось, что он доволен моими теоретическими знаниями производства инструмента, но, видимо, сомневается, удастся ли мне как следует работать на станке. Он предложил работать на любом станке, который мне подойдет, но то и дело посматривал на мою искалеченную ногу.
На всех лучших станках работали местные специалисты, и мне не хотелось лезть к ним во вторую смену. Кроме того, я понимал, что на большом станке придется работать стоя, а это у меня вряд ли получится. Поэтому я довольно равнодушно прошел мимо отличных станков "Кергер" и остановил свой выбор на станке завода имени Воскова, на каком работал на заводе в Ленинграде. Станок был запущен, на нем не хватало некоторых деталей. В частности, только после долгих поисков я нашел коррекционную линейку к нему, которую местные специалисты выбросили, полагая, что она лишняя... Оборудовав станок всем необходимым, сделал для себя вращающийся стул и приступил к работе.
То ли я очень изголодался по любимому делу за годы войны, то ли уровень мастерства на этом заводе был несколько ниже, чем на тех ленинградских заводах, где мне пришлось учиться, только со второго месяца я стал выполнять норму на 400%. Тут, конечно, сыграли роль и некоторые уникальные инструменты, которые я привез из Ленинграда.
Кое-кто из работников бросал косые взгляды, иногда отпускал обидные словечки, но по этому поводу я особенно не расстраивался. Пройдя хорошую школу знатных ленинградских стахановцев Коптелова и Художникова, я уже не боялся чужих мнений, тем более что в большинстве своем рабочие отнеслись ко мне хорошо, а порой даже удивлялись: "Вот солдат дает прикурить!"
Завод в то время серийно выпускал очень сложные и точные машины, и взаимозаменяемость резьбовых соединений обеспечивали резьбовые калибры, которые мы делали. Квалифицированных токарей на заводе не хватало, и работать приходилось часто по две смены. Все трудились с большим подъемом: ведь шел последний год войны, и уже чувствовалось приближение дня окончательной победы. Работы было по горло, но это не удручало, а, наоборот, поднимало дух. Несмотря на больную ногу, работал с увлечением и одновременно обучал нескольких учеников.
В цехе меня в шутку называли "резьбовых дел мастером", но я занимался не только резьбой: на меня свалились почти все сложные доводочные работы.
Приобщение к рационализаторской деятельности произошло как-то само собой. Сейчас я даже не могу вспомнить, как стал рационализатором.
По-моему, рабочий становится рационализатором вследствие стечения самых разнообразных, порой случайных обстоятельств. У меня обстоятельства были такие: я много поработал на передовых ленинградских заводах, видел много различных инструментальных цехов, у больших питерских специалистов токарного дела научился работать. И мне, естественно, захотелось здесь, в Москве, применить более совершенные технологические приемы, более производительный инструмент ленинградских специалистов.
Я стал понемногу изменять то один, то другой техпроцесс, а оказалось, что такие изменения, повышающие производительность труда или качество изделий, и есть рационализация. Так я стал рационализатором.
Мне казалось, да и сейчас я так считаю, что в нашей стране рационализацию надо приветствовать и поддерживать. Поэтому в голове никак не укладывалось то, что некоторые руководители инструментального цеха решительно выступали против изменений технологии, установленной много лет назад. Мастер Крылов, например, прямо запрещал мне работать по ленинградской технологии, хотя, как специалист, он не мог не видеть, что "моя" технология гораздо производительнее старой. Действовала "инерция старой техники".
Я не отступал, мастер тоже был упрям, и в результате - скандал. Мастер, а он проработал на этом заводе 25 лет, пошел на прием к директору завода и, как мне потом рассказали, поставил вопрос "на попа": "Или я, или Данилов, вместе нам не работать!"
Все-таки большинство руководителей в цехе рассудило правильно, по-советски. Меня поддержали мастера Н.М. Панов, А.И. Лычев, начальник центральной измерительной лаборатории (ЦИЛ) завода В.Н. Фалеев, некоторые токари (те, которым я успел передать кое-что из моего ленинградского опыта). Кончилось тем, что Крылова перевели на другой участок.
Завод, на котором я работал, в 1950 г. был объединен с другим предприятием, и теперь наш инструментальный цех стал огромным. С тех пор я здесь и работаю токарем и не собираюсь отсюда уходить до конца своей жизни. Завод стал для меня родным домом. Куда бы меня ни заносила судьба по изобретательским делам, всегда с радостью возвращаюсь в свой инструментальный цех, к моим ученикам и товарищам по работе.
В начале 50-х годов техническое творчество разделялось на три категории: рационализаторское предложение; техническое усовершенствование; изобретение.
Осуществив около 30 рационализаторских предложений, я решился на первое техническое усовершенствование. Хотя оно уже "история", я все-таки кратко расскажу о нем.
В то время наш завод выпускал много машин различных типов. Механические цехи изготовляли серийным порядком огромное количество самых различных деталей. Понятно, что инструментальному цеху приходилось делать много резьбовых калибров (пробок и колец) для контроля и соблюдения взаимозаменяемости деталей. Наша мастерская резьбовых калибров явно не справлялась с заказами механических цехов, а тут еще, как снег на голову, свалилось новое задание.
Для различных гидравлических систем требуется большое количество соединительных штуцеров с конической резьбой. И очень часто эти штуцеры текли. А каждый, кто имел дело с трактором, автомобилем или мотоциклом, знает, что это означает, если, скажем, масло или горючее протекает в стыках трубопроводов. Нужно было создать такое резьбовое соединение, которое не давало бы ни капли течи.
На помощь пришел ученый. Доктор технических наук Кацнельсон разработал новую нормаль на коническую резьбу, которая теоретически полностью исключала течь в гидросистемах.
По старой нормали "захлест" конической резьбы Бриггса шел по среднему диаметру (т.е. по плоскостям) резьбы, так же как у обычной цилиндрической резьбы. По внутреннему и наружному диаметрам резьбы оставались зазоры в несколько сотых миллиметра, по которым и вытекала жидкость, как бы туго ни затягивали штуцер. Новая нормаль предусматривала одновременный "захлест" конической резьбы по среднему, внутреннему и наружному диаметрам. Для этого наружная и внутренняя площадки резьбы делались мерные, с весьма малым допуском.
Теоретически все было правильно. Но для серийного выпуска штуцеров по новой нормали были нужны новые резьбовые калибровые кольца. Если раньше, при старой нормали, достаточно было одного резьбового калибрового кольца, измеряющего только средний диаметр резьбы, то теперь понадобилось еще и резьбовое кольцо, проверяющее только внутреннюю площадку резьбы. А эта площадка у резьбы Бриггса составляет всего 0,04-0,07 мм. Следовательно, внутренняя площадка резьбы у калибрового кольца должна быть еще меньше, т.е. 0,03-0,05 мм (в зависимости от шага резьбы). Это необходимо для того, чтобы калибровое кольцо проверяло только внутренний диаметр резьбы штуцера и не задевало за плоскости резьбы. Проверка наружной площадки конической резьбы не представляла сложности - она проверялась гладким конусным кольцом. Если резьба на всех штуцерах будет сделана по этим трем конусным кольцам и окажется в допусках, то можно гарантировать плотность резьбового соединения и ликвидацию течи в гидросистеме.
Изготовление калибрового хозяйства для конической резьбы по новой нормали поручили мне.
Для того чтобы резьба кольца не задевала плоскостей резьбы штуцера, она делается с углом 45°, в то время как резьба имеет 60°. Доводка резьбы такого кольца с внутренней площадкой в 0,03 мм поставила меня, видавшего виды лекальщика, в тупик. Ведь для того чтобы получить после доводки такую малую площадку на внутреннем диаметре резьбы, надо нарезать на чугунном притире наружную резьбу с внутренней площадкой меньше четырех сотых миллиметра, т.е. практически надо сделать резьбу с углом острым, как бритва.
Никаким резцом это сделать невозможно. Поэтому при доводке резьба "садилась" своим внутренним диаметром на притир, внутренний диаметр сразу "проваливался" - и кольцо шло в брак.
Я понимал, что мудровать над тем, как нарезать чугунный притир с резьбой по внутреннему диаметру до теоретического острия, бессмысленно. Нужно было принципиально новое решение. Оно пришло не сразу, а после довольно мучительных поисков. Надо сказать, что и это, и все последующие технические усовершенствования и изобретения рождались, что называется, в муках.
В данном случае дело осложнялось тем, что механический цех завода ждал от меня калибров, чтобы начать серийное изготовление деталей, а я топтался на месте и не мог решить задачу, на первый взгляд не такую уж и сложную.
Мой рабочий престиж висел на волоске: ведь на заводе я один имел 8-й разряд и больше обращаться было не к кому.
Несколько вечеров я ломал голову и в конце концов создал новый вид резьбового притира - притир с полуходовой резьбой. Чтобы его понять, надо знать, что такое шаг резьбы и что такое ход резьбы. Шаг - это расстояние между соседними нитками резьбы, а ход резьбы - расстояние, на которое перемещается гайка вдоль винта при повороте на один оборот.
В обычной одноходовой резьбе шаг равен ходу. Если резьба имеет два захода (двухзаходная) - то ход равен двум шагам резьбы, если три захода - то трем шагам, и т.д.
Новый притир имел полуходовую резьбу. На первый взгляд это кажется невероятным: притир имеет резьбу с шагом 3 мм, а на него легко и плавно навинчивалось кольцо с шагом 1,5 мм. Ведь всем токарям известно, что если резьба на кольце будет с шагом не 3 мм, а хотя бы 2,9 мм, то оно никогда не навернется на резьбу с шагом 3 мм. А тут разница в шагах не 0,1 мм, а целых 1,5 мм, - и резьба хорошо свинчивается!
Однако такой, казалось, загадочный притир имеет большие преимущества. Притир нарезался не остроносым резцом, а резцом с площадкой у вершины, почти равной шагу резьбы. Так, при нарезке резьбы с шагом 1,5 мм площадка резца составляла 1,3 мм. Такая широкая площадка (вместо острия) позволяла брать при нарезании большие стружки без опасения, что у резца притупится острие. Нарезка выполняется следующим образом.
Токарный станок, оснащенный откидным верхним суппортом, настраивают на шаг резьбы калибра. На притире фрезеруют произвольно одну канавку. Резьбовой резец с площадкой у вершины, равной шагу резьбы минус 0,2 мм, вводят в канавку и, пройдя по шагу один оборот, прорезают в притире винтовую канавку шириной на 0,2 мм меньше шага резьбы. После этого резец отводят, откидывая верхний суппорт, и притир делает один оборот вхолостую. При следующем обороте резец опять вводят в канавку притира и нарезают вторую винтовую канавку, которая отстоит от первой на два шага резьбы калибра.
Таким образом, в результате чередования холостых и рабочих оборотов притира получают витки резьбы, отстоящие друг от друга на два шага резьбы, поставленной на станке.
При доводке калибрового кольца таким притиром внутренняя площадка профиля резьбы никогда не соприкасается с телом притира, она всегда "висит" над дном резьбы притира, и последний доводит кольца только по плоскостям резьбы, постепенно уменьшая ширину площадки до теоретического острия.
Доводка идет быстро, кольцо никогда не заедает и не дает засорений, так как отработанный абразив и чугунная пыль, отделяющиеся от притира, находят себе место в пустом пространстве, образованном срезанной ниткой.
После доводки плоскостей резьбы и получения острия на ее внутреннем диаметре гладким конусным притиром делается требуемая площадка.
Почему называется "притир с полуходовой резьбой"? При двухходовой резьбе гайка, навернутая на винт, перемещается вдоль за один оборот на расстояние двух шагов, а в моей полуходовой резьбе гайка перемещается за один оборот только на полшага резьбы винта.
Созданием такого на первый взгляд нелепого притира была решена проблема калибрового хозяйства для ноной нормали. Механический цех получил новые калибры и стал серийно выпускать штуцера. Течь в гидросистемах прекратилась, и больше по этому поводу жалоб никогда не было.
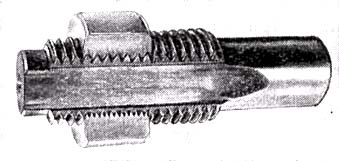
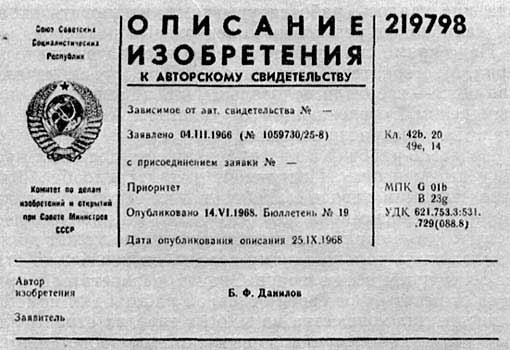
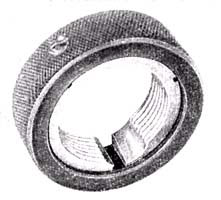
Притир с полуходовой резьбойВпоследствии мне удалось еще более усовершенствовать притир для доводки конусных резьбовых колец. Надо сказать, что изготовление конусных резьбовых калибров (пробок и колец) любых наименований - одна из наиболее сложных инструментальных работ.
К нам на завод постоянно приезжают инструментальщики с различных предприятий страны, и многие - для того, чтобы ознакомиться с новыми конусными притирами. Обычно гости просят дать хоть один для образца. Приходится давать, а для себя делать новые. Ввиду интереса специалистов к этому небольшому новшеству, я считаю полезным рассказать и о нем.
Эта идея родилась так: я получил заказ на изготовление довольно большой партии конусных резьбовых калибровых колец для контроля балонной резьбы с углом 3°26'47".
Когда я приступил к операции доводки, то после третьего кольца у меня заболели кисть и локоть правой руки, которой приходится держать кольцо. Доводка (т.е. съем на плоскостях резьбы припуска, оставленного для термообработки) обычного цилиндрического резьбового кольца происходит при движении кольца по всей длине притира. Притир внутри имеет конусное отверстие и сидит на гладкой конусной оправке. Притир имеет один продольный разрез, благодаря чему немного разжимается, т.е. в процессе работы может увеличиваться по диаметру, а следовательно, внутри резьбы доводимого кольца он двигается всегда с напряжением. Намазанный абразивной пастой, притир довольно быстро снимает припуск на резьбе кольца и придает ей зеркальный блеск.
Притир зажимается в патроне доводочного станка, а доводчик держит правой рукой обрабатываемое кольцо, не давая ему провернуться вместе с притиром. По мере увеличения диаметра кольца доводчик поджимает притир на конусной оправке, создавая постоянный напряженный контакт между резьбами кольца и притира.
При доводке конусного резьбового кольца картина процесса резко меняется: съем припуска на резьбе происходит не непрерывно, а только в момент захлеста кольца на резьбе притира. В этот момент рука доводчика испытывает сильное мгновенное напряжение из-за необходимости моментально остановить кольцо от проворачивания его в руке; доводчик должен сейчас же переключить мотор станка на обратный ход и опять сильно сжать рукой вращающееся вместе с притиром кольцо, чтобы сорвать его с захлестнувшей его резьбы притира, а затем опять повторить все сначала, моментально переключив станок на прямой ход. В общем, эта операция доставляет много неприятностей рабочему-доводчику.
Надо иметь в виду, что кольца по наружному диаметру имеют крупную накатку, которая при частом проворачивании кольца стирает кожу с ладони, а постоянный напряженный сжим и разжим кисти вызывает болезнь локтевого сустава - эпиканделит. Как и другие доводчики, я тоже болел этой болезнью по нескольку недель, и это случалось обычно после доводки конусных резьбовых колец.
Кроме напряженного физического труда доводка таких колец обычными притирами связана с рядом других чисто производственных отрицательных моментов. Очень трудно сохранить при доводке правильный угол конуса резьбы, так как кольцо, все время захлестываясь на одном и том же месте резьбы притира, "выкапывает", как говорят доводчики, на этом месте "лощину", и поэтому кольцо, упираясь в бугор после лощины, доводится очень медленно и без должного класса чистоты, так как непрерывного доводочного трения не получается. Ни о каком зеркальном блеске на резьбе не может быть и речи.
Доводочный станок приходится переключать с прямого на обратный ход прямо-таки молниеносно (иначе вообще никакой доводки не получится). От этого сильно перегревается, а случается, что и перегорает мотор станка. В общем, работа эта несладкая во всех отношениях, и все из-за притира. Вот я и решил еще раз изменить его.
Усовершенствованный притир на коническую резьбу:
1 - основная часть притира;>
2 - вторая половина притира;
3, 4 - шпилька, запрессованная
в основную часть притира;
5 - прокладка из резины."Нужно сделать так, - рассуждал я, - чтобы конусное кольцо ходило по притиру, по всей его длине с постоянным напряжением, как если бы оно было не конусным, а цилиндрическим".
Решение оказалось настолько простым, что я потом удивлялся, как раньше до этого не додумался.
Теперь резьбовой притир для доводки конусных калибровых колец выглядит так, как показано выше на рисунке.
Перед нарезанием резьбы на притире в нем сверлят два отверстия под шпильки. После нарезки резьбы притир на фрезерном станке разрезают вдоль. В одну половинку притира запрессовывают две шпильки, на которые со скользящей посадкой надевается подвижная половинка. В образовавшийся от разрезки фрезой зазор закладывается эластичная (резиновая) прокладка такого размера, чтобы она сидела на шпильках, не выступая за внутренний диаметр резьбы (вместо резины можно использовать две пружины, надетые на шпильки).
Доводка ведется не толчками, а непрерывно. Кольцо, которое доводчик держит правой рукой, навинчивается на тонкий конец притира, и станок пускается на прямой ход; кольцо начинает двигаться по притиру к наибольшему диаметру, сжимая эластичную прокладку и сближая половинки притира. Взвесь абразива, которой смазаны обе части притира, увеличивает его трения по резьбе кольца и снимает с нее припуск.
После переключения станка на обратный ход кольцо идет к тонкому концу притира, а резиновая прокладка (или пружины, надетые на шпильки) разжимает обе части притира, поддерживая необходимый для доводки напряженный контакт резьбы притира и кольца.
Сейчас резьба на кольце доводится быстро и получает зеркальный блеск, так как кольцо ходит под напряжением по всей длине притира. Никакой "лощины" на притире не образуется, и конус резьбы калибра получается правильным; у доводчика перестает болеть правая рука; мотор доводочного станка не перегревается, так как теперь не нужно множество раз и моментально переключать его с прямого на обратный ход.
Примерно половина всех отрицательных явлений, относящихся к доводке конусных резьбовых колец, сопутствовала и доводке гладких конусных калибров (втулок типа конусов Морзе). Применение нового притира в виде двух гладких половинок конуса облегчило процесс доводки и гладких конусных калибров-втулок, улучшило качество поверхности и точности угла конуса.
Работая над кольцами Бриггса, я решил попробовать применить свой притир для доводки резьбовых калибров-пробок и, как только покончил с кольцом, эту идею осуществил.
Для измерения и периодического контроля среднего (основного) диаметра резьбы калибрового кольца необходимы контрольные калибры-пробки. Обычно такие калибры делались на резьбошлифовальных станках сразу в размер, и резьба на них не доводилась притирами. Эта неправильная технология сразу бросалась в глаза.
В самом деле, что получалось в результате такой технологии? Допуск по среднему диаметру резьбы контрольного резьбового калибра составляет всего 0,004-0,006 мм, "поймать" его резьбошлифовщику весьма трудно, поэтому много калибров шло в брак. Но и те, которые случайно получались в размере, были весьма низкого качества и очень недолговечны.
Притир для наружной резьбы контрольного калибра
Даже самый лучший резьбошлифовальный станок оставляет на профиле резьбы мельчайшую "дробь". Величина этих неровностей ничтожно мала - всего 1-2 микрона, но ведь это резьба! На одной плоскости резьбы бугорок в 1 микрон, на второй - 1 микрон, вот уже 2 микрона. Но калибр-то круглый! Значит, с другой стороны-тоже "дробь" в 2 микрона! Итого уже 4 микрона. А весь допуск - тоже 4 микрона!
Хорошо, если удалось попасть в верхний предел допуска, тогда калибр еще успеет проверить несколько калибровых колец, не выйдя из размера. А если попал в нижний допуск? Тогда при первом же свинчивании калибра с каленым кольцом эти микроскопические бугорки сразу "слетают", и контрольный калибр можно выбросить - он уже ниже допуска.
Массовое изготовление шлифованных контрольных калибров меня и удивляло и возмущало. Кроме того, подгонка калибрового кольца по шлифованному контрольному калибру - дело весьма затруднительное. Все эти мельчайшие бугорки "дроби", ничтожные погрешности шага, невидимые отклонения угла резьбы, некоторая эллипсность калибра, неизбежная даже при самом тщательном шлифовании резьбы, - все это нарушало плавность свинчивания. Понятно, как токари-лекальщики мучились с каждой партией резьбовых калибровых колец.
Допуск на резьбу самого калибрового кольца составляет 10-14 микрон, поэтому "запороть" кольцо по таким контрольным калибрам - весьма обычное дело.
Многочисленные опыты, отраженные в технической литературе, давно уже показали, что доведенные контрольные калибры, помимо ликвидации всех этих бед, имеют срок службы в 6 раз больший, чем шлифованные калибры, а стоят они только в 1,5 раза дороже шлифованных. Однако, когда я показал эту литературу мастерам и технологам цеха, они в один голос заявили, что все это хорошо только в книжках, а на деле ничего не выходит.
- Пробовали уже доводить контркалибры - ничего не вышло. Ну как ты доведешь калибры УНЕ, КНЕ, КИНЕ? - наступали они на меня. - У них площадка по наружному диаметру резьбы три - шесть сотых миллиметра! Нарежут ребята притир, он сядет на эту площадку и трет ее, а средний диаметр, тот, что надо доводить, и не трогает! По наружному диаметру калибр уже брак, а по среднему - еще доводить надо. Пробовали и бросили.
Моя идея была проста, как апельсин: то, что я сделал для получения внутренней резьбы колец Бриггса, надо сделать для наружной резьбы контрольных калибров. И я рискнул - пошел против технического отдела и против мастеров. Конечно, кое-кто стал смотреть на меня косо.
Я понимал, что изменить технологию будет трудно. Пошел к начальнику цеха Алексею Михайловичу Строеву. Сам в недавнем прошлом слесарь-лекальщик, Строев сразу понял идею, оценил ее выгоды и сказал:
- Контрольные калибры будем доводить твоим методом, а за нормаль резьбы Бриггса - спасибо! Где твое предложение?
Я сказал,что в техотделе. Через несколько дней Строев подошел к моему станку и сказал:
- Твоя технология утверждена вопреки протестам техотдела, а за предложение получишь 1000 рублей (это было еще по старым ценам) - оно признано техническим усовершенствованием.
Кроме Строева вряд ли кто в цехе понял тогда сущность полуходового притира, но выгода его была налицо.
Я заметил, что токари-лекальщики - старожилы завода - иногда подсматривают за мной, когда я нарезаю на станке новый притир, а потом собираются вместе и обсуждают - как же его нарезать? Воспитанные на старых традициях, они, видимо, ду мали, что я "зажму" секрет изготовления притира и один буду извлекать из этого какие-то выгоды. Поэтому они даже не пытались расспросить меня. Невольно вспомнился ленинградский завод "Пневматика", где я сам исподтишка подсматривал за работой отличнейших лекальщиков Зайко и Дмитриева и не решался ничего у них спросить, будучи уверен, что они все равно ничего мне не расскажут.
Но я не делал тайны из своего метода. Сперва показал, как надо нарезать новые притиры токарю А. Савину, потом токарю В. Максимову, потом В. Корытцеву. Они быстро освоили новые приемы и по сей день, при надобности, успешно пользуются ими. С 1952 г. все контрольные резьбовые калибры на нашем заводе выпускаются только с доведенной резьбой. Долговечность их возросла в 6 раз, и, естественно, требоваться их стало гораздо меньше.
В настоящее время притир с полуходовой резьбой известен токарям-лекальщикам многих заводов нашей страны.
Все время я был так занят новой техникой, что как-то не заметил, что стал "фигурой" в цехе. Меня выбрали в цеховой комитет профсоюза, года три я был заместителем председателя цехкома и вел производственный сектор. В то время у нас в цехе был замечательный секретарь партийного бюро Александр Сидорович Баранов. Он часто приходил к станку и подолгу беседовал со мной. Однажды он сказал мне:
- А почему ты, Борис Федорович, до сих пор не в партии?
Я шутя ответил:
- Поручителей нет!
А сам подумал: "А почему, в самом деле? И почему я об этом никогда не задумывался?"
Видимо, я так увлекся своей техникой, что на какое-то время забыл про все остальное.
Рекомендации в партию мне дали секретарь партбюро Баранов, начальник центральной измерительной лаборатории Фалеев и начальник цеха.
И вот настал день, когда меня приняли в кандидаты партии. А через год я был членом КПСС. Чувствуя за собой теперь большую ответственность, я старался работать еще лучше. Одному из первых на заводе мне вручили личное клеймо. Такое высокое доверие было, конечно, очень приятно.
Хочется сказать несколько слов о моих учениках. Всего их было, наверное, около сорока - люди совершенно различные, с разными характерами, мыслями, целями и стремлениями. Всем им я старался привить любовь к нашей трудной и интереснейшей профессии. Не все выдерживали тяжелую науку токаря-лекальщика, был и "отсев". В настоящее время рядом со мной работает только один мой ученик - Владимир Корытцев. Ученик- это только так говорится. Он имеет 5-й разряд новой тарифной сетки, зарабатывает 200 рублей в месяц, считается в цехе одним из главных "зубров" по резьбовым делам.
Остальные мои ученики, познав тайны токарно-лекального искусства, разбрелись по другим заводам. И я считаю, что это правильно и закономерно.
Вот, скажем, мой бывший ученик Сафиула Исхакович Нуриманов. Татарин по национальности, он с большим трудом закончил русскую школу, попал на наш завод и впился в токарно-лекальное дело, как клещ. Дело давалось трудно, одна неудача следовала за другой, но он не сдавался. Видя такое упорство, я проникся к нему уважением и решил во что бы то ни стало сделать из него настоящего лекальщика.
Пришел он ко мне уже квалифицированным токарем, а учился у меня целых три года вместо положенного одного. И все-таки он выучился и стал отличным токарем-лекальщиком. Сейчас он работает на московском машиностроительном заводе "Коммунар" и считается там главным "резьбовых дел мастером". Сафиула Исхакович добился своего.

Сафиула Нуриманов (справа) не упустит ни одного движения.
Другой мой ученик - Анатолий Пономарев - человек иного склада. Подвижный, веселый, он все делал как бы шутя и все ему удавалось с первого раза. Однако работа его полностью не удовлетворяла, и, еще не окончив учебу у меня, он поступил в вечерний институт. Пять лет он совмещал сложную работу с учебой и все же получил диплом с отличием. Сейчас он ведущий инженер одной из лабораторий ВНИИАлмаз.
И Нуриманов и Пономарев бывают у меня и теперь. Приходят они по разным вопросам, а цель одна - посоветоваться, получить консультацию.
Нуриманов обычно приходит, когда ему поручают новую, еще незнакомую работу. Получив консультацию, а то и соответствующий новый инструмент, он уходит довольный и через несколько дней звонит по телефону: все в порядке, спасибо.
Анатолий Пономарев занят исканиями. Иногда он приходит с такой идеей, на какую я и не замахивался. Такова, например, его идея изготовить твердосплавные плоские резьбовые плашки для накатывания резьбы на болтах. Идея сулит огромные выгоды, такого инструмента еще нет в Европе, а вот мой ученик Анатолий Пономарев уже сделал такой инструмент и удивляет им специалистов!
Была еще у меня ученица Людмила Ходова, или, как ее все звали в цехе, Мила. Эта худенькая блондиночка несколько лет работала токарем. Имела законченное среднее образование и училась в заочном институте. По-моему, успешно учиться в заочном институте могут только одаренные и волевые люди. У Милы волевой и сильный характер. Она довольно быстро освоила доводку резьбовых контрольных калибров - операцию, которая не давалась многим квалифицированным токарям-мужчинам. Пять лет она проработала рядом со мной, сперва ученицей, а потом самостоятельно, и всегда была энергична и весела, несмотря на трудную и напряженную учебу.
Она блестяще защитила дипломный проект и ушла из цеха. Сейчас работает инженером-программистом, составляет программы и задания для станков с программным управлением. Дело это новое и, признаюсь, для меня малопонятное. При каждой встрече Мила пытается подробно объяснить мне сущность электронно-вычислительной системы программного управления. Она, как и раньше, увлечена своей работой, всегда такая же быстрая и энергичная. Людмила - коммунистка, избрана членом парткома завода.
Я мог бы назвать не один десяток учеников - у каждого своя судьба, своя дорога в жизни, но большинство все-таки работают сейчас на заводах Москвы и других городов по профессии токаря-лекальщика.
Вернемся к моей общественной работе. В 1953 г. трудящиеся Ленинградского района избрали меня своим депутатом, а в 1955 г. я был избран членом исполкома Ленинградского райсовета.
Помню, как один из секретарей райкома - т. Косовский спросил: "Какую работу хотели бы вести как депутат?" Я ответил: "Что-нибудь связанное с техникой". Косовский засмеялся и сказал, что общественной работы, связанной с техникой, пока нет, придется заняться другой.
Несколько лет я, как депутат, контролировал жилищное строительство в районе, наблюдал, по мере своих возможностей, за правильностью распределения жилой площади.
Дел было много, но рационализацию, новую технику я не бросал - они вошли в мою жизнь прочно, навсегда.
Тогда я не подозревал, что недалеко время, когда общественная работа в области новой техники, в области' новаторства захватит крепко многих рабочих нашего времени.
ПОЛСОТНИ РАЦИОНАЛИЗАТОРСКИХ ПРЕДЛОЖЕНИЙ
Примерно к 1956 г. на моем счету было уже 50 рацпредложений. Не могу сказать, что все они были очень ценные, но все касались новых видов инструмента для получения резьбы или улучшали технологию изготовления различных инструментов. И я подумал, что мои инструменты могут быть полезны не только на нашем заводе. Но как их внедрить на других предприятиях, об этом я не имел ни малейшего представления.
Вот некоторые из моих рационализаторских предложений, которые, как потом оказалось, стали полезны многим машиностроительным заводам нашей страны.
Способ изготовления мерительных цанг. Во многих современных машинах есть различные узлы, подача в которых осуществляется движением поршня в цилиндре - обычное гидравлическое соединение.
Для того чтобы такие соединения были достаточно надежны и действовали безотказно, нужно, чтобы зазор между цилиндром и поршнем, работающим в масляной среде, составлял 5-7 микрон. Такова теоретически обоснованная задача, поставленная конструктором.
А как на практике при изготовлении этих систем гарантировался зазор в 5-7 микрон? Да никак или просто "на щуп"!
Присмотревшись в механических цехах к технике доводки поршня и внутренней поверхности цилиндра, я сделал для доводчиков гладкие калибры через каждые 2 микрона, чтобы они могли точно измерять внутренний диаметр цилиндра и иметь хоть какой-то ориентир. Но такие калибры - это, конечно, примитив. Ведь цилиндр мог иметь эллипс или бочкообразность в 2-4 микрона, которые никаким калибром не прощупаешь.
Наши снабженцы закупили пневматические длинномеры - ротаметры и четырехшариковые нутромеры конструкции завода "Калибр". Судя по рекламе и паспорту, оба прибора гарантировали точность замеров внутренних диаметров до 0,001 мм. Это было все, что современная измерительная техника создала для внутренних измерений с точностью до одного микрона. Но оба прибора не прижились у нас на заводе. Дело в том, что многие цилиндры имели в стенках отверстия и пользоваться пневматическим калибром для их измерения было невозможно - воздух выходил в эти отверстия.
Четырехшариковые нутромеры также не годились, так как ограничивали глубину замера 30-40 миллиметрами, а нам надо было измерять цилиндры гораздо длиннее. Кроме того, шарики нередко западали в отверстия цилиндра, а тогда вытащить нутромер из цилиндра было очень трудно. С такими мерителями ни о каких микронах нечего было и думать.
Контрольный мастер Н. С. Петров предложил новый прибор - цанговый нутромер для замера глубоких отверстий с точностью до 0,001 мм. Теоретически прибор обеспечивал требуемую точность, не требовал подводки специально очищенного сжатого воздуха, не западал в боковые отверстия цилиндра, был очень портативен: можно было, что называется, "носить микрон в кармане". Он был нужен очень многим заводам.
Николай Сергеевич Петров обращался во многие инструментальные цехи различных заводов, ездил и на завод "Калибр" с просьбой изготовить хоть один опытный экземпляр его прибора. И везде специалисты ему отказывали, говоря, что сделать из металла нарисованное им на бумаге невозможно. Маялся он со своим нутромером уже несколько лет. И наконец чертеж нутромера однажды попал ко мне.
Все в этом приборе было просто, за исключением одной детали - мерительной цанги. Для того чтобы гарантировать точность измерения в один микрон, эта цанга должна быть изготовлена, естественно, с еще большей точностью! Никакими, даже сверхзолотыми руками добиться такой точности при сложной конфигурации невозможно. Надо было найти такую технологию, при которой все элементы цанги получались бы правильно.
Цанговый нутромер изобретателя Н.С. Петрова.
Я решил попытаться создать технологию изготовления мерительной цанги нутромера. Полгода отрабатывал эту технологию. Потом еще полгода доводил ее до дела на станке. И наконец через год эти мерительные цанги стали делать мои ученики. А через два года цанговый нутромер уже появился на многих приборных заводах.
Самое сложное при изготовлении мерительной цанги - сделать глубокий точный конус с углом 52°48'.
Меня не раз приглашали на заводы, чтобы показал процесс изготовления мерительных цанг. Значит, нужда в этом приборе не исчезла и в настоящее время. Однако руководители завода "Калибр", видимо защищая честь мундира, категорически отказались от массового выпуска цангового нутромера Петрова - "чужое" детище! Поэтому и сейчас на ряде заводов делают нутромеры для себя своими силами, а пользоваться приборами завода "Калибр" избегают. Завод "Калибр" создал и выпускает массу очень сложных приборов и точнейших инструментов, а вот с нутромером большой точности ему не повезло.
Цанговый нутромер работает методом сравнения с установкой заданного размера по эталонному кольцу. В отдельных случаях размер можно устанавливать по блоку концевых мер (не ниже 3-го разряда), зажатых в мерительную струбцину. Прибором можно проверять с точностью до 0,001 мм отверстия глубиной до 150 мм, а при диаметре отверстия свыше 25 мм - и более глубокие. С такой же точностью можно проверять конусность и эллипсность отверстия на всю его глубину.
Цанговый нутромер состоит из микрометра с ценой деления 0,001 мм; корпуса, в котором движется шток; мерительной цанги и шарика. Цанги делаются сменные, с градуировкой по наружному диаметру через каждый миллиметр. Наименьший диаметр, измеряемый прибором, 6 мм, наибольший - 52 мм. По конструкции прибор очень прост.
Самое сложное при изготовлении мерительной цанги - это получение глубокого точного конуса с углом 52°48' с чистотой обработки по 11-му классу. Не менее сложно и важно выполнить наружный эллипс с весьма точными радиусами, а также добиться строгой концентричности элементов конуса, эллипса и радиусной поверхности.
Угол конуса внутри цанги рассчитан математически, он обеспечивает перемещение штока на один микрон при изменении наружного диаметра мерительной сферы цанги точно на один микрон. Для правильного изготовления цанги необходимо прежде всего правильно выполнить все предварительные операции, так как без этого даже самой тщательной доводкой нельзя добиться требуемой точности прибора.
Многие мои рационализаторские предложения касаются режущего инструмента. Из них хочется познакомить читателей с изменениями технологии изготовления метчиков и плашек, которые требуются на каждом машиностроительном заводе и выпускаются в СССР десятками тысяч.
Технология изготовления метчиков общеизвестна:
1) заготовка,Первые (черновые) метчики и метчики со сложным фасонным профилем резьбы обычно нарезаются начисто в сыром виде. Такая технология существует много десятилетий, и даже сейчас многие инструментальщики сделают круглые глаза, если им сказать, что ее надо изменить. А изменить эту технологию обязательно надо! Я предложил только поменять очередность двух операций, и этого оказалось достаточно, чтобы стало возможным выполнение норм токарем на 1000%. Тысяча процентов - это звучит неправдоподобно, но никакого преувеличения здесь нет.
2) нарезка резьбы (под резьбошлифовку или начисто в размер),
3) фрезеровка канавок,
4) термообработка,
5) резьбошлифовка (если резьба нарезана с припуском на шлифовку),
6) заточка.Возьмем для примера метчики с фасонной круглой резьбой, которые на большинстве заводов нарезаются сразу начисто в размер в сыром виде (такая резьба применяется в устройствах пожарного дела и в арматуре).
По норме на нарезку круглой резьбы метчика диаметром 20 мм с шагом 3 мм и длиной нарезки 50 мм полагалось на нашем заводе 29 минут - как говорится, не очень-то разгуляешься! Ведь надо выдержать размер двух радиусов, наружный и внутренний, диаметр резьбы, да еще надо чистоту поверхностей резьбы держать в пределах 7-го класса.
Нарезать круглую резьбу затруднительно еще потому, что стружка налипает на резьбовую гребенку по всему профилю, а это неизбежно влечет за собой надиры и срывы на наружном радиусе резьбы. Чтобы избежать надиров, мы нарезали метчики гребенкой, зажатой в пружинную державку, но и это далеко не всегда помогало.
Я поменял местами вторую и третью операции: фрезеровку канавок предложил делать по заготовке, а резьбу нарезать потом.
И мастера и технологи, конечно, вытаращили на меня глаза и стали наперебой доказывать, что, дескать, нарезка пойдет на удар, будет скалывать гребенку, а пружинная державка с гребенкой будет все время "кивать"!
Однако я настоял на своем и на первой же партии в 100 штук выполнил норму на 1000%: на изготовление каждого метчика у меня пошло 2,9 минуты. И никакого чуда тут не было, теоретически все было обосновано и осмыслено заранее. Прежде всего, я отказался от пружинной державки, а гребенку зажал в стальной жесткий брусок с отверстием под болт. Такая жесткая державка никаких "кивков" не давала при нарезке на удар.
При нарезке старым методом на резьбе часто получались надиры, и, чтобы их избежать, приходилось работать на малых скоростях. При новом способе (нарезка на удар) я увеличил скорость в 10 раз и, по существу, нарезки "на удар", как таковой, не стало: при обдирке резьбы стружка сливалась в сплошную короткую толстую ленту.
Из-за чего получались надиры на резьбе при старом методе? Из-за стружки, налипающей на гребенку. При новом методе такое налипание стружки прекратилось само собой. Стружка, конечно, налипала по-прежнему, но теперь, прежде чем начиналось резание, каждое перо метчика сшибало налипшую стружку с гребенки.
Впоследствии я все это проанализировал, когда, пустив станок на малые обороты, рассмотрел под лупой работу гребенки новым методом. Тогда же, изменяя технологию, я руководствовался только интуицией и большим опытом нарезания всевозможных резьб на самых разнообразных режущих и мерительных инструментах.
Сперва против новой технологии пытались возражать некоторые резьбовики и механики. Но преимущество нового метода было столь очевидно, что скоро все резьбовики стали требовать, чтобы им давали на нарезку метчики с заранее фрезерованными канавками.
Через две-три недели ко мне пришли заточники, чтобы поблагодарить. "Как легко и быстро стало теперь затачивать метчики!" - сказали они. Я их отлично понимал: раньше, когда канавки метчиков фрезеровались после нарезки резьбы, фреза загибала в резьбу большие заусенцы, и заточнику приходилось абразивным кругом много снимать металла с каждого пера для того, чтобы вывести эти заусенцы. Теперь же заусенцы исчезли, и заточка пошла в 3 раза быстрее.
Новой технологией стали пользоваться резьбовики, изготовляющие метчики с обычной метрической резьбой: черновые метчики стали нарезаться "на удар" сразу начисто в размер, чистовые нарезались "на удар" с припуском под резьбошлифовку.
Вскоре я услышал благодарность и от резьбошлифовщиков, чего, признаться, не ожидал. Казалось бы, не все ли равно резьбошлифовщику, когда была нарезана предварительно резьба - до фрезеровки канавок или после фрезеровки. Оказалось - далеко не все равно. Резьбошлифовщик попадает абразивным кругом в нитку резьбы "на искру" - "чиркнет" по одной стороне профиля, увидит искру и заметит этот момент по индикатору продольного хода, потом подведет круг к другой стороне профиля до получения такой же искры. Увидит на индикаторе, сколько от одной стороны профиля до другой, и поделит эту величину пополам. После этого поставит резьбовой круг точно посередине (по индикатору) и начинает шлифовать профиль резьбы - он уверен, что попал в нитку точно посередине.
При прежнем методе искра получалась от соприкосновения шлифовального круга с заусенцем, оставшимся внутри профиля резьбы после фрезеровки, а не с плоскостью профиля. Поэтому резьбошлифовальный круг не всегда попадал точно посередине нитки резьбы, рабочий шлифовал только одну сторону резьбы, а другая оставалась черной - и метчик шел в брак.
Теперь же заусенцев не стало, искра получалась только от прикосновения круга к самой плоскости резьбы, и попадание в нитку стало всегда точным. Брак полностью прекратился.
Несколько слов о выполнении норм на 1000% при нарезании чистовых метчиков с круглой резьбой.
Конечно, только одна перестановка очередности операций не могла дать такого высокого результата. Здесь довольно важную роль сыграли разные мелочи, применение которых позволило без суеты, но быстро и уверенно произвести две операции - прорезку (обдирку) профиля и чистовую нарезку резьбы.
На каждую операцию было затрачено в среднем по полторы минуты. К таким "мелочам" относятся, как я уже сказал, отказ от пружинной державки, твердосплавный (не вращающийся) задний центр, кернение (пометка) одной из сторон квадрата метчика под хомутик и др.
С простым (стальным) задним центром увеличить скорость резания в 10 раз было бы невозможно - сгорел бы. Вращающийся же центр не дает устойчивости и достаточной жесткости при нарезке "на удар", изделие стало бы вибрировать. Применение твердосплавного центра все это ликвидировало.
Пометка одной стороны квадрата метчика позволяла зажимать хомутик всегда в одно место, что избавляло токаря от необходимости попадать в нитку резьбы после обдирки чистовой гребенкой. Достаточно было попасть в нитку первый раз - и остальные 99 метчиков уже не нуждались в этой операции.
Применение подобных мелочей в комплексе с новой технологией и позволило даже теперь, когда, казалось бы, все уже учтено и рассчитано, выполнить норму на 1000%.
Что касается применения новой технологии для изготовления круглых плашек, то и в этом случае тоже был получен значительный эффект.
По обычной технологии нарезка внутренней резьбы шла медленно, так как при непрерывной стружке опасность появления надира на резьбе плашки была еще больше, чем при нарезке наружной резьбы. По предложенной мной технологии в круглых плашках сперва сверлят окна, затем растачивают отверстие под нарезку, потом снимают затылок на перьях плашки с обеих сторон и только после этого нарезают резьбу.
Нарезать таким образом плашки я начал с размера 24 X 1,5 и 24 X 2 и дошел до размера 100 X 2. Нарезку вел "на удар" с большой скоростью при постоянном "сшибании" стружки, налипающей на зубья гребенки. Резьба получалась в 2 раза быстрее и чистая, без малейших надиров.
Кроме повышения производительности на самой операции нарезки резьбы выявились и некоторые другие преимущества нового метода: отпала необходимость в изготовлении маточных метчиков на каждый размер плашки; стала ненужной операция прогонки плашки маточными метчиками для снятия заусенцев в резьбе был ликвидирован брак по резьбе, который возникал во время прогонки резьбы маточным метчиком.
Конечно, так же как и при нарезке метчиков, все эти успехи не пришли сами собой, только от перестановки операций в технологии. Для внутренних гребенок пришлось сделать державки повышенной жесткости, а сами гребенки для нарезки новым методом стали делать с хвостовиком большого диаметра. Кроме того, гребенки для нарезки плашек я предложил делать не с обычным профилем, а с конусом по среднему диаметру, в то время как обычные резьбовые гребенки имеют профиль резьбы, нарезанный по цилиндру с конусом по наружному диаметру.
У обычных гребенок острием работает только один последний зуб, который быстро затупляется, и гребенку часто приходится перетачивать. При определенном угле конуса, различном для разных шагов резьбы, каждый зуб модернизированной гребенки режет всем профилем и снимает при этом весьма малую сгружку, что предохраняет инструмент от затупления и обеспечивает легкий отход стружки. Такая гребенка с четырьмя зубьями снимает за один проход слой металла глубиной 0,2 мм по диаметру.
Профиль обычный (а) и усовершенствованный (в) гребенки для нарезания плашек.Раньше резьбовики зачастую раздумывали - прогонять маточным метчиком плашку после сверления окон или не прогонять? Если прогонять, то это значит рисковать плашкой, так как не всегда удается сразу попасть в нитку резьбы метчиком (особенно при большом диаметр.е). А сразу не попал - плашка идет в брак. Если же не прогонять, то заточники поднимут крик, так как им приходится долго стачивать перья плашки, чтобы удалить заусенцы на резьбе, оставшиеся после сверления окон. Часто при этом резьба отжигалась, становилась мягкой - и плашка опять шла в брак. Так и этак - все равно было плохо!
По новой технологии все эти неприятности отпали, плашки стали получаться высокого качества и вдвое быстрее.
Так незначительное на первый взгляд изменение порядка операций в технологии дало блестящий результат. Сейчас по этому методу работают в инструментальных цехах многих заводов. Тем инструментальщикам, которые работают по-старому и режут резьбу на плашке "по целому", я советую перейти на новую технологию, они не прогадают!
Описывать все свои 50 рационализаторских предложений я, конечно, не буду - это и долго да и незачем. Но еще об одном предложении, облегчившем тяжелый физический труд токарей-доводчиков, я расскажу - о механизации доводки резьбовых калибровых колец средних и больших размеров.
В большинстве инструментальных цехов машиностроительных заводов калибровые резьбовые кольца нарезают резцом и после закалки доводят чугунными притирами. Шлифование внутренней резьбы на калибрах применяется довольно редко.
Если взять, например, кольцо М 100 X 2, то припуск на доводку обычно оставляют 0,4 мм. А если учесть, что после термообработки кольцо неизбежно деформируется на 0,3-0,35 мм, то токарю приходится долго доводить кольцо при помощи притиров, затрачивая много физической силы.
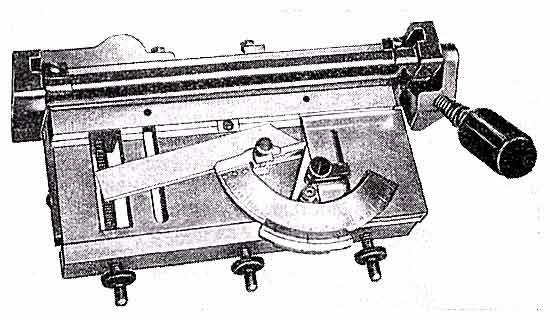
Мне удалось механизировать доводку больших резьбовых калибровых колец, использовав для этого обычный токарный станок. Первый опыт я проделал с кольцами диаметром от 60 до 200 мм, причем станок для этой цели использовал старый, предназначенный к списанию.
Между направляющими станка на ребрах станины прикреплена планка с продольным пазом. По этому пазу перемещаются и могут быть закреплены в нужном месте два кнопочных пускателя правого и левого хода. Кнопки пускателей удлинены и направлены навстречу друг другу.
Резьбовое кольцо навертывается на притир обычным порядком и зажимается болтом водила. Хвостовик водила, перемещаясь вместе с кольцом вдоль оси притира, в своем крайнем положении нажимает на левую кнопку пускателя, переключающую станок на обратный ход. Дойдя вместе с кольцом до правой кнопки пускателя, водило переключает станок на прямой ход. Так автоматически происходит реверсирование вращения шпинделя, а вместе с ним и изменение направления движения кольца вдоль притира. Чтобы хвостовик водила мягче ударялся об упоры в крайних положениях, внутри станины прикреплены два бруска из текстолита.
Приспособление на токарный станок для механической доводки резьбовых калибров.
Обычный резьбовой притир сажают на конусную оправку, и токарю остается только следить за нормальным движением кольца по притиру, время от времени добавлять притирочный абразив и, если кольцо стало слабо ходить по резьбе притира, поджать его на оправке. Таким образом, с кольца легко снимается припуск в 0,7-0,8 мм и резьба на кольце получается чистая. На окончательную доводку оставляют 0,03-0,04 мм и выполняют доводку вручную на чистовом притире с малым количеством более тонкого абразива.
Кроме резьбовых калибров-колец на модернизированном станке таким же образом можно доводить различные резьбовые детали, требующие удаления больших припусков на резьбе.
Поскольку пускатели для реверсирования вращения шпинделя при доводке поставлены ниже уровня направляющих станины (они являются дублерами основных пускателей станка), станок остается полностью пригодным для любых токарных работ и может быть использован по своему прямому назначению.
Мне удалось рационализировать и усовершенствовать целый ряд резьбовых работ и инструментов, но особой моей заслуги в этом нет: просто тогда было еще велико различие в культуре инструментального производства в Москве и Ленинграде. Я многое узнал на ленинградских заводах, и то, что там было обычным делом, на московских заводах зачастую оказывалось новшеством.
О ЧУВСТВЕ НОВОГО И ОБМЕНЕ ОПЫТОМ
Как-то в 1955 г. ко мне подошел фрезеровщик механического цеха Н.П. Постников. Высокого роста, атлетического сложения, веселый и остроумный Николай Павлович был хорошо известен во многих цехах как фрезеровщик самого высокого класса. Он рассказал, что к ним в цех приезжал из Ленинграда, с Кировского завода, фрезеровщик В.Я. Карасев, который показал в работе свое изобретение - новую разношаговую фрезу. Работа этой фрезы была настолько необычной, что вызвала восхищение даже у самых опытных, видавших виды фрезеровщиков.
В настоящее время фреза В.Я. Карасева широко известна не только на всех заводах нашей страны, но и за рубежом, лицензия на нее куплена у нас шведскими и английскими фирмами. На весь мир славится шведский инструмент для фрезерной обработки металла, однако создать такую высокопроизводительную фрезу, какую изобрел ленинградский рабочий Карасев, шведам не удалось!
Позднее мне не раз приходилось сталкиваться с фактами, когда наши русские рабочие-умельцы создавали такие машины и инструменты, какие и не снились зарубежным специалистам, но это первое знакомство с настоящим изобретением было для меня событием необычайным.
Коммунист Постников с чисто хозяйской сметкой сразу понял, какую выгоду сулит советской машиностроительной промышленности массовое применение новой фрезы. Но для этого нужно прежде всего показать ее во всех цехах хотя бы нашего завода. И Николай Павлович решил продемонстрировать работу карасевской фрезы в первую голову инструментальщикам, пригласив и фрезеровщиков из механических цехов. Перед своим отъездом Карасев подарил Постникову одну свою фрезу и объяснил, на каких режимах следует работать.
О своей задумке Николай Павлович поведал начальнику бюро технической информации завода Владимиру Сергеевичу Супоневу. Этот разносторонний и эрудированный инженер сразу поддержал Постникова и горячо взялся за организацию показа работы новой фрезы.
Такого массового показа новшества в практике завода никогда еще не было, и для того, чтобы взяться за это дело, надо было быть убежденным и достаточно смелым человеком. Супонев и оказался таким человеком, он, как говорят, "нутром" чувствовал новое и прогрессивное. Именно ему обязан наш завод необычайно быстрым расцветом массового новаторского движения.
Тогда это был первый опыт, и Супонев, естественно, волновался. Но все прошло хорошо. разношаговая торцевая фреза Карасева врезалась в сталь, как в масло, работала без малейшей вибрации и на режимх, в 2,5 раза превосходящих предельные скорости для всех известных фрез.
...Постников вытер пот со лба и, улыбаясь, снял фрезу со станка. Она пошла по рукам рабочих и инженеров, плотным кольцом окружавших станок. Слышались возгласы: "Вот это фреза!" Но были и скептики: "Она есть у Постникова, а где нам ее взять?", "Инструментальный цех выпускает только фрезы образца 1920 года!". В.С. Супонев попросил тишины.
- Мы сейчас спросим у наших инструментальщиков - смогут они изготовить такие фрезы для всех механических цехов завода или это им не по зубам?
Наступила тишина. Старший мастер участка фрез и протяжек Н.М. Панов взял в руки фрезу и минуты две внимательно ее рассматривал.
- Сложность не в разношаговости, а в очень крутой спирали, - сказал он. - Придется несколько модернизировать станок для фрезерования карманов, ну и чистота шлифовки и заточки очень высокая, у нас такой пока нет. А в общем, сделать можем. Фреза заслуживает того, чтобы над ней поработать.
Николай Матвеевич Панов сказал все это не торопясь, обдумывая каждое слово, и передал фрезу начальнику инструментального цеха Н.А. Романову, который тоже пришел посмотреть на работу новинки.
- Так как, Николай Александрович, сделаем такие фрезы нашим фрезеровщикам? - спросил Супонев, обращаясь к Романову.
- Для массового производства нужна команда главного инженера, - ответил Романов, - но штук 50, как опытные, мы можем сделать и без команды.
Через месяц некоторые фрезеровщики механических цехов уже имели новые фрезы, и Постников быстро научил ими работать. Так началась цепная реакция освоения новшества. Вскоре по решению производственных совещаний механические цехи стали заказывать инструментальному цеху только новые фрезы, аннулировав заказы на обычные стандартные.
Почему так быстро была открыта "зеленая улица" фрезе Карасева на нашем заводе? Тут были три причины:
1) слишком уж ярок был эффект от ее применения;Позже не раз приходилось наблюдать, как ценнейшие изобретения годами не внедрялись только потому, что не было в наличии одного из указанных факторов.2) завод имел крупный инструментальный цех, для которого не составляло затруднений ее изготовление;
3) энергия и подлинная забота о внедрении новшества, проявленные начальником БТИ В.С. Супоневым.
С освоением фрезы Карасева началось новаторское движение на машиностроительных предприятиях Москвы. В связи с этим хочется хоть коротко рассказать о создателе целого ряда новых инструментов, замечательном представителе ленинградского пролетариата - Владимире Якумовиче Карасеве.
Искуснейший фрезеровщик и токарь, наладчик револьверных станков, автор нескольких книг и государственный деятель В.Я. Карасев был очень скромный человек, о своих достижениях он писал очень мало. Семнадцати лет от роду он участвовал в штурме Зимнего дворца в рядах балтийских моряков. 40 лет работы на различных металлорежущих станках сделали его искуснейшим специалистом своего дела, а природная способность к творческому мышлению поставила в ряды крупных изобретателей нашей страны. За самоотверженный труд и творческие искания ему присвоено звание Героя Социалистического Труда, он награжден двумя золотыми медалями ВДНХ СССР. Владимир Якумович был кандидатом в члены Центрального Комитета КПСС. По его инициативе в 1958 г. в Ленинграде был создан первый в стране Совет новаторов ленинградских предприятий.
Деятельность Ленинградского совета новаторов была так плодотворна и полезна для нашей промышленности, что в 1959-1960 гг. по его образцу советы новаторов были созданы почти во всех промышленных городах нашей страны. В.Я. Карасев много лет был бессменным председателем Ленинградского совета новаторов, и мы не раз встречались и в Москве и в Ленинграде. Всегда бодрый, подтянутый, небольшого роста, худощавый и быстрый в движениях, на вопрос: "Как себя чувствуешь, Владимир Якумович?" - Карасев обычно отвечал: "А ничего себя чувствую, давай поборемся!"
Умер Владимир Якумович в 1967 г. скоропостижно: пришел вечером домой, попил с семьей чаю и ушел спать, а утром его нашли мертвым. Причина - сердце...
...Но вернемся к делам московским. Вскоре после изготовления первых 50 карасевских фрез Постников сказал мне, что его приглашают в Дом научно-технической пропаганды имени Ф.Э. Дзержинского на улицу Кирова, дом № 7. Он предложил мне пойти вместе с ним.
Там мы впервые встретились с настоящими энтузиастами пропаганды всяческих технических новшеств - Тарлинским и Горховером. Они с таким, интересом расспрашивали о наших новых инструментах, которыми мы работаем, что мы, не избалованные вниманием, были просто поражены.
Они предложили Постникову показать в работе фрезы Карасева на двадцати заводах Москвы, а мне - выступить в инструментальных цехах ряда заводов и показать свою технологию изготовления метчиков и плашек.
Признаться, оба мы были несколько смущены: одно дело - показывать наши методы работы своим товарищам на родном заводе и совсем другое - выступать на незнакомых предприятиях, на незнакомых станках, перед самой придирчивой и квалифицированной аудиторией.
Мы отлично знали, что иногда даже самый опытный рабочий терпит неудачу в какой-нибудь сложной работе. А когда показываешь работу новым инструментом или новый метод, то надо выжать из этого новшества все, что можно, чтобы зажечь зрителей, вызвать активное желание работать впредь только новым инструментом, отказаться от старого.
И я, и Постников показывали, конечно, хорошо проверенные инстру-j менты и приемы труда. Но оборудование, на котором приходилось работать при демонстрации, было обычно незнакомо нам, и, чтобы не попасть впросак и не допустить даже самой малейшей оплошности, надо было быть предельно внимательными.
Первые выступления в цехах московских заводов прошли успешно. В Доме техники - так мы обычно называли Дом научно-технической пропаганды имени Дзержинского- нас скоро стали считать надежными лекторами по распространению передового пыта и технических знаний. Горховер и Тарлинский быстро увеличивали список новаторов производства, которые могли демонстрировать свои новые инструменты и приемы труда, нужные многим заводам столицы.
Делалось это очень просто: они просили каждого вновь "открытого" новатора привести с собой в Дом техники одного-двух товарищей-станочников, или слесарей, или специалистов другой профессии, имеющих какие-нибудь новые или особенные приспособления и приемы труда. В оценке полезности и новизны работ новых товарищей Горховер и Тарлинский полностью полагались на мнение уже "открытых" ими новаторов. Это был правильный путь: на каждом заводе и в каждой профессии есть рабочие высокой квалификации, которые работают не совсем обычными методами, могущими быть эффективно использованными на других предприятиях. Беда только в том, что не каждый специалист охотно делится своим опытом. И убедить их сделать свои достижения достоянием всех - дело подчас нелегкое. Я еще помнил ленинградских "королей", которые ни за что не хотели раскрыть тайны токарно-лекального дела.
Да и по себе знаю, что не так-то просто заставить себя открыть другим то, что досталось тебе тяжким трудом, долгими исканиями, после множества неудач и разочарований. Только новое, коммунистическое сознание современного советского рабочего-специалиста заставляет бескорыстно передавать товарищам по профессии твои особые приемы труда или новый, созданный тобой инструмент.
Обучение своей специальности учеников и передача утонченного опыта квалифицированным специалистам - это совершенно разные вещи. Я довольно долго присматривался к нашим заводским "зубрам" различных специальностей: кого же из них можно считать новатором, способным отдать свои "секреты" на другие заводы?

С.А. Новиков - изобретатель, слесарь-лекальщик
Наконец решил, что таков слесарь механического цеха Сергей Александрович Новиков. Его методы скоростного изготовления сложных шаблонов и лекал сразу привлекли мое внимание. Удивительна была и его скоростная разметка с помощью изобретенного им прибора.
Потом яраздумывал: почему я "выбрал в новаторы" слесаря-лекальщика, работавшего в другом цехе, тогда как в нашем инструментальном цехе работали сорок слесарей-лекальщиков, среди которых были очень квалифицированные работники? Например, слесарь-лекальщик Куханов славился на весь завод отличной работой, а Новиков зарабатывал вдвое меньше и никому не был известен. И все-таки мой выбор оказался правильным: впоследствии Новиков стал известным новатором, а слава Куханова так и не вышла за пределы нашего цеха. Видимо, для того чтобы стать новатором, нужно не только умение работать. Для этого нужно, по-моему, особое, творческое, коммунистическое отношение к труду, нужно уметь отрешиться от закостеневших традиций "мастеровщины" и еще многое другое нужно. И все это было у Сергея Александровича Новикова.
С помощью "припиловочной рамки" Новикова легко сделать любой шаблон.
Он сразу понял, чего я от него хочу, и только спросил: "А ты твердо знаешь, что инструментов, подобных моим, нет на других заводах?" Я сказал, что, по-моему, нет, но для уточнения пригласил его в Дом техники. Тарлинский и Горховер, которые знали почти все московские заводы, заявили, что подобного инструмента они еще не встречали, и предложили Новикову выступить "для пробы" на десяти заводах Москвы и области. Впоследствии они поблагодарили меня за такого хорошего новатора.
Свое первое изобретение Сергей Александрович сделал, когда ему было 16 лет от роду, и он получил на него патент (авторских свидетельств тогда не было). В этом документе написано: "Аппарат для чистки картофеля. Патент № 20396 с приоритетом с 28 августа 1929 года, выданный Отделом изобретательства Совета Труда и Обороны СССР. Срок действия 15 лет".
С тех пор Новиков прошел большой жизненный путь. Он стал замечательным слесарем-лекальщиком и талантливым изобретателем. В дальнейшем Новиков сам привел в Дом техники своего "кандидата в новаторы". Так замечательное дело, начатое энтузиастами технического прогресса, росло, как снежный ком.
Мне не раз приходилось выступать вместе с Сергеем Александровичем на заводах, на семинарах, на ВДНХ СССР. Его лекции всегда вызывали большой интерес. Самые сложные явления в современном слесарно-лекальном деле он умел преподнести в доходчивой форме.
Его "координатор для разметочных работ" позволяет производить разметку любых деталей с удивительной быстротой и большой точностью. Созданный им "оптический циркуль" значительно повышает качество разметки. С помощью разработанной им "припиловочной рамки" можно сделать любой шаблон буквально за несколько минут. Естественно, что его выступления с такими новинками имели неизменный успех.
Коллектив новаторов Московского дома техники быстро рос, и скоро нас знали уже на многих заводах столицы. Все мы понимали, что делаем нужное и полезное дело, и все свободное время отдавали этой новой форме технической пропаганды. И в Доме техники, и на заводах встречались рабочие-новаторы, обменивались между собой новинками по разным профессиям.
Пропаганда новой техники была делом нелегким. Для того чтобы выступить с показом своих новых инструментов на каком-либо заводе, надо было испросить у цехового начальства разрешение выйти на работу в вечернюю смену, а утром с тяжеленным чемоданом, набитым инструментом и приспособлениями, ехать на незнакомый завод, зачастую куда-нибудь за город. Работа на незнакомых станках перед очень квалифицированной аудиторией требует большого напряжения. Надо ответить на десятки вопросов, удовлетворить требовательную пытливость своих слушателей. После этого вернуться на свой завод и отработать полную смену, до двенадцати часов ночи. А на другой день - опять вставать в шесть часов утра, чтобы вовремя выйти на работу в свою обычную смену. Не удивительно, что далеко не все брались за такую общественную работу.
Именно к этому времени относится рождение моего первого изобретения. Тогда я уже работал с личным клеймом, и мне было присвоено звание ударника коммунистического труда.
АВТОРСКОЕ СВИДЕТЕЛЬСТВО № 136160
В конце 50-х годов наш завод приступил к серийному выпуску новых очень сложных машин. В них было много деталей с многозаходной резьбой. Резьба была 2-, 3-, 4-, 6- и 8-заходная, трапецеидальная и метрическая, наружная и внутренняя.
Каждый токарь знает, насколько сложна нарезка многозаходной резьбы по калибрам 2-го класса точности. Калибры на такую резьбу изготовлял я.
Работа была сложная и трудная, но, хотя и медленно, мы все же оснащали механические цехи калибрами на все виды резьбы. Хуже обстояло дело в самих механических цехах, где изготовлялись детали с многозаходной резьбой.
С нарезкой червяков, имеющих четыре, шесть и восемь заходов, высококвалифицированные токари справлялись хорошо, а вот с внутренней резьбой, с гайками на эти червяки дело обстояло плохо. Взять для примера гайку с трапецеидальной шестизаходной резьбой 24 X 6 X 8, длиной 35 мм. Внутренний диаметр резьбы 16 мм, а наружный - 25,3 мм, т.е. высота профиля почти 5 мм, шаг резьбы 8 мм, а ход 48 мм. Нарезали такие гайки резцом на токарном станке ДИП-200, проверяли резьбовыми калибрами.
Работа физически тяжелая и требующая большого нервного напряжения. Норма на нарезку одной гайки была три часа, токари механического цеха делали по две, редко три гайки в смену.
При нарезке резьбы крупного хода суппорт движется по станине стремительно, при каждом проходе надо быть очень внимательным, чтобы вовремя откинуть верхний суппорт и переключить станок на обратный ход, иначе резец врежется в патрон или в шпиндель. А таких проходов при шестизаходной резьбе надо сделать четыреста! Резец приходилось делать тонкий, так как отверстие гайки всего 16 мм, а высота профиля 5 мм на сторону.
Дело осложнялось еще тем, что контролировалась резьба по трем калибрам: один проходной с многозаходной резьбой, один проходной с одной ниткой резьбы и один непроходной, также с одной ниткой резьбы. Одно-ниточный проходной калибр служит для проверки глубины резьбы первого захода.
Изготовление резьбовых калибров с многозаходной резьбой и их проверка - дело большой сложности. Тех, кто хочет подробно познакомиться с этим, я отсылаю к своей книге *.
* См. Б. Данилов. Новые инструменты для токарных работ, изд. 2. Машгиз, 1968.Спустя месяц после начала серийного выпуска новой машины токари механического цеха стали предъявлять претензии конструкторам-инструментальщикам: "До каких пор мы будем мучиться с нарезкой внутренней многозаходной резьбы? Сконструируйте какие-нибудь метчики, что ли, ведь мочи больше нет!"И конструкторский отдел сконструировал комплект метчиков (шесть штук) на шестизаходную трапецеидальную резьбу 24 X 6 X 8. Метчики были длинные, и изготовление их было настолько сложно, что в нашем инструментальном цехе никто не брался их делать.
Тогдашний начальник инструментального цеха Николай Александрович Романов, опытный инженер-термист, много лет проработавший на разных заводах СССР и побывавший в других странах, вызвал меня и сказал:
- Придется, Борис Федорович, отложить пока резьбовые калибры и срочно сделать шестизаходные метчики, а то меня за них грызут каждый день на летучке у директора.
Из-за большого угла подъема резьбы (37°) метчики нельзя было шлифовать на наших резьбошлифовальных станках, имеющих наибольший угол подъема 15°. Значит, резьбу надо было нарезать начисто, как на калибрах, а потом фрезеровать канавки. За две недели со сверхурочными я едва одолел два комплекта метчиков!
Правда, работал я без энтузиазма, так как мне, как специалисту-резьбовику, было ясно, что работать метчики не будут, их сломают сразу, как только получат. Но... приказ есть приказ, и я, как дисциплинированный солдат, его выполнил.
Все произошло, как я и ожидал: на первой же гайке метчики ломались, как сахарные. Срочно сделали новые заготовки, и мне приказали сделать новую партию таких метчиков. Я пытался доказать, что это безнадежное дело, но все же пришлось начать эту пустую работу.
Я понимал, что надо что-то предложить, но что? Сделать комплект из 10 метчиков? Но я был уверен, что и это ничего не даст. Нужно какое-то совершенно новое решение. Две недели, в течение которых я делал эти метчики, мысль о создании нового инструмента не оставляла меня ни днем ни ночью. Даже начали сниться многозаходные гайки!
Калибры для контроля многозаходных резьб:
вверху - проходной многониточный;
внизу - проходной однониточный....Как-то в воскресенье утром вместе с компанией цеховых рыболовов я поехал на подледный лов на Яхромское водохранилище. В электричке было шумно и весело: ехали одни рыбаки, обменивались мнениями о перспективах предстоящей рыбалки, обсуждали достоинства новой капроновой жилки, недавно появившейся в спортивных магазинах... На время я забыл о всех делах, целиком отдался рыбацким интересам.
На льду Яхромского водохранилища сидели уже сотни любителей подледного лова. С утра клевало хорошо, и наша компания порядочно натаскала мелких окуней. Но потом клев кончился, и, просидев над лункой без результатов около часа, я опять вернулся к мысли о многозаходных метчиках. Перебрав в голове все возможные варианты улучшения конструкции метчиков, я пришел к выводу, что ни чего из этого не выйдет: при многозаходной резьбе сломается любой метчик.
"Сто лет нарезают внутреннюю резьбу метчиками, толкая их в гайку, - рассуждал я сам с собой. - В этом и есть загвоздка - надо не толкать, а тянуть, тогда ничего не будет ломаться! Это же так просто. Непонятно, почему никто раньше до этого не додумался?" Рыбалка потеряла для меня всякий интерес. Я вскочил с ящика, на котором сидел, и начал собирать снасти.
- Все! На сегодня хватит, на уху наловил, клева все равно нет, поехал домой! - сказал я своим товарищам и зашагал по льду к станции.
О своей идее я никому пока не сказал, и, думается, сделал правильно. При более подробном рассмотрении своей задачи я увидел, что решить ее - дело далеко не простое. Спалось плохо, но к утру в голове идея "обжелезилась", и в цех я пришел с готовым решением. Однако его надо было проверить. Я был уже опытным рационализатором и знал, как опасен чрезмерный оптимизм в новом деле. Решил ,все проверить, как говорят, втихую.
Выточил второй хвостовик к метчику, сделал в нем окно под клин и попросил знакомого сварщика приварить встык хвостовик с окном к готовому метчику с другого конца. Сварщик сделал это очень аккуратно и даже не спросил, для чего это надо. В цехе уже привыкли к моим рационализаторским "причудам".
Получился довольно странный инструмент с двумя хвостовиками: на одном был квадрат, на другом - окно под клин.
По окончании смены я задержался. Вечерняя смена у нас была не укомплектована, и на участке работало всего два или три токаря.
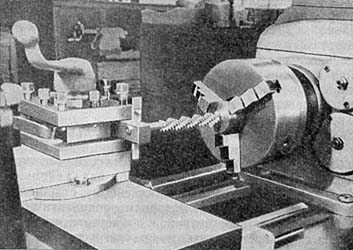
Еще днем я достал в механическом цехе заготовку гайки под шестизаходную трапецеидальную резьбу 24 X X б X 8. С некоторым волнением насадил ее на новый хвостовик своего инструмента, вставил хвостовик в отверстие державки, закрепил его клином и суппортом повел все это в раскрытые кулачки патрона и в шпиндель станка. Испытания проводил на замечательном советском станке 1К62 завода "Красный пролетарий", только начавшем тогда завоевывать уважение токарей всего мира.
На станке поставил шаг резьбы, равный ходу резьбы моей детали, - 48 мм. Зажав заготовку кулачками патрона, замкнул маточную гайку на ходовом винте и пустил станок на обратный ход на самых малых оборотах. С замиранием сердца ждал зловещего хруста, с каким обычно ломается крепко закаленный инструмент. Но, к моей неописуемой радости, буквально за 20 секунд суппорт вытянул из медленно вращающейся гайки мой длинный метчик с двумя хвостовиками, а в детали осталась чисто нарезанная шестизаходная резьба. Я был готов петь от радости.
На другой день я предложил своему старшему мастеру Ивану Васильевичу Карпову прекратить изготовление шестизаходных метчиков по чертежам конструкторского отдела, а сделать новую заготовку по моему эскизу. Вместо шести метчиков в комплекте я предложил сделать только два, но с удлиненным хвостовиком и с окном под клин.
Мастер Карпов - опытный инструментальщик и очень осторожный человек. Он всегда верил мне, но тут не удержался и спросил: "А ты не ошибся, Борис Федорович? Хвостовик-то нарисовал не с той стороны!" Я ответил, что не ошибся, и попросил сделать заготовку точно так, как нарисовано на эскизе. Заготовки были быстро сделаны, и я приступил к нарезанию резьбы на первых промышленных образцах своего нового инструмента.
Сознаюсь: если обе партии метчиков старой конструкции я делал, прямо сказать, нехотя, то в эти два метчика вложил все свое искусство. И получились они чистыми, как калибры.
Второе испытание я проводил уже вместе с мастерами. Станок плотным кольцом окружили рабочие, прослышавшие про невиданный доселе метчик с двумя хвостовиками. За полторы минуты была нарезана деталь, на которую по норме полагалось три часа! Принесли калибры - и деталь пошла по рукам: каждый хотел собственноручно проверить резьбу! Но придраться было не к чему - качество было отличное.
Я снял свои метчики со станка и отнес их в механический цех токарю, который работал на нарезке многозаходных деталей. Объяснил ему, как ими пользоваться, и сказал, что зайду к концу смены.
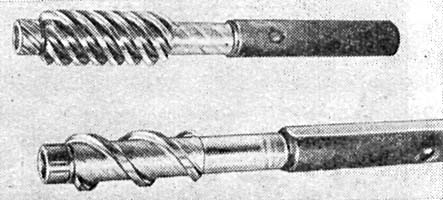
Метчик-протяжка легко нарезает многозаходную резьбу в гайке.
Был уже обеденный перерыв, но от волнения у меня пропал аппетит и пересохло во рту. Три с половиной часа я, делая свою работу, напряженно думал: "Как там работают новые метчики, а вдруг они уже сломались и моя идея потерпела крах?"
- Не дождавшись конца смены, пошел в механический цех. Мой токарь сидел около станка и курил.
- Ты что сидишь, сломал, что ли? - бросился я к нему.
- Да нет, не сломал, просто делать больше нечего: вся месячная программа деталей уже сделана, теперь можно и посидеть.
Видно было, что он тоже взволнован, но старается этого не показывать.
Пришел контролер, удивленно посмотрел на стоявший у станка ящик с деталями, потом на нас, покачал головой и стал проверять детали по калибрам. Все было в порядке. Контролер еще раз подозрительно взглянул на нас и начал ставить клеймо на деталях. Видимо, он не мог понять, откуда взялось столько деталей, и думал, что токарь как-нибудь схитрил и пытается его обмануть.
На другой день о рекорде токаря знал уже весь механический цех. Отдел труда и зарплаты отказался заплатить токарю 80 рублей, заработанные за полсмены, утверждая, что тут какое-то жульничество, и требовал расследования. Токарь пришел ко мне с жалобой.
- А ты показал им новый инструмент? - спросил я.
- Нет, я его так запрятал, что никто не найдет!
Жива еще была старая закваска в некоторых станочниках: достижения только для себя, не показывать соседям!
- Надо показать руководству цеха, чем ты работал, и тогда они тебе заплатят весь заработок за вчерашний день, - сказал я.
В конце концов он получил свои 80 рублей. За те полсмены токарь заслужил эту необычайную зарплату: надо иметь особое чутье к инструменту, быть знатоком своего дела, чтобы с первого раза учесть все тонкости никогда не применявшегося способа нарезания такой сложной резьбы, на какой я впервые попробовал свою "метчик-протяжку" (так я решил назвать свой метчик).
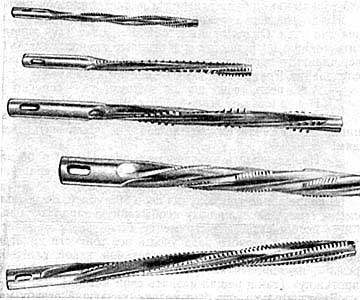
Метчики-протяжки разных типов.
Действительно, это был метчик, резавший резьбу методом протягивания. Для него не нужно специального протяжного станка. Токарь может выточить деталь и тут же без сложной настройки на любом токарном станке "протянуть" в ней любую резьбу. Я уже тогда понимал, что в дальнейшем метчик-протяжка претерпит различные усовершенствования и модернизацию, станет еще лучше, универсальнее. Но и в настоящем исполнении она давала такой эффект, что можно было "поднять нос кверху".
Увы! Я не предвидел всех последствий своей выдумки.
Когда мое предложение о новом инструменте пришло на заключение к начальнику механического цеха, где делались многозаходные гайки, тот решительно отклонил его. Находясь под впечатлением великолепного рекорда производительности, начальник цеха Андрей Петрович Севостьянов заявил:
- У меня работает самый квалифицированный токарь 5-го разряда ', который ежемесячно дает столько многозаходных гаек, сколько нужно для выполнения плана. Токарь полностью весь месяц загружен этой работой, спокойно делает свое дело, и я не знаю с ним никаких забот. А теперь - извольте, он сделал месячную работу за полдня! Что, скажите мне пожалуйста, я ему дам на остальные двадцать пять дней?! Отрезку материала, что ли?! Теперь я должен буду ежедневно подыскивать ему работу 5-го разряда! Предложение отклоняю, пусть все будет, как было!
* Новая тарифная сетка.Так закончился мой разговор с начальником механического цеха. Это был пожилой квалифицированный инженер, поработавший за границей, побывавший в Соединенных Штатах Америки. Перед этим он занимал ряд командных должностей на заводе, был и начальником инструментального отдела завода. Он знал и понимал инструмент. И вот поди ж ты! Такова сила инерции старой техники, таково следствие неверия в творческие способности рабочих-умельцев!Чувство нового развито у всех по-разному. Можно, видимо, быть умным и способным к технике человеком и все же не обладать этим чувством. На первый взгляд это кажется нелепостью, на самом же деле такое явление не редкость.
К счастью, мы живем при социалистическом строе, а он имеет свои особенности и располагает средствами преодолевать результаты подобных нелепостей. Как бы ни были сильны противники нового и прогрессивного, как бы ни были они умны и какие бы посты ни занимали, рано или поздно новое пробьет себе дорогу, ибо наша партия и общественный строй всегда поддержат пытливого человека и его дельные предложения.
Так было и с моим новым инструментом. Его эффективность была очевидна даже для неспециалистов, предложение было принято, оформлено и была подсчитана солидная экономия, которую сулило его применение. К сожалению, такие дела связаны с затратой многих сил и времени.
Как-то начальник бриза Глебов привел ко мне в цех работника Госкомитета по делам изобретений Косинского и попросил показать метчик-протяжку. Посовещавшись, они предложили оформить заявку на изобретение этого инструмента. Заявка была составлена, отослана куда надо, и очень скоро пришел ответ на нее:
"В вашем инструменте отсутствует элемент новизны, и поэтому оно (?) не может быть признано изобретением". Подпись и печать.
Всем, кто рискнул терзать себя творческими исканиями, а затем пытался получить признание полезности их результатов, знаком этот стереотипный ответ. Институт государственной патентной экспертизы рассылает его тысячами своим заявителям.
В настоящее время, когда я уже "закалился" в спорах с патентной экспертизой, такой ответ не вызывает во мне никаких эмоций. Но тогда, с непривычки, я был просто убит горем. Как же так "нет новизны"? Значит, мой инструмент давно известен? Значит, я старался впустую, изобретал велосипед? Не может быть!
К этому времени я уже побывал на многих заводах, знал, можно сказать, почти все, что есть нового в технике изготовления резьбы, но нигде не слыхал и не читал о метчиках-протяжках.
"Нет, тут что-то не то", - решил я и настрочил возражение эксперту по всей форме.
Я тогда еще не знал, что для экспертизы важна не только (а может быть, и не столько) сущность предполагаемого изобретения, но и форма, слова, которыми выражен предмет изобретения. В области этой технической лингвистики у меня тогда не было никакого опыта, поэтому я очень скоро получил второй ответ эксперта, где все мои доводы начисто отметались и давался окончательный ответ: не годится, отказать...
Я совсем было опустил крылья и вгорячах решил больше не связываться с этой организацией. А между тем популярность метчика-протяжки росла с каждым днем. Шесть цехов нашего завода заказали инструментальному цеху метчики-протяжки по моим чертежам. Наш цех изготовил их, и они были с благодарностью приняты и успешно использованы почти во всех цехах. Я показал их в Московском доме технической пропаганды. Горховер и Тарлинский предложили мне выступить с показом их чуть ли не на всех машиностроительных заводах Москвы и Московской области.
Я демонстрировал работу метчика-протяжки на многих московских заводах, и везде она вызывала восхищение рабочих и инженеров. Однако я чувствовал, что в ней еще есть много недоработок, что над этим инструментом придется еще много поработать как в части теоретических расчетов, так и в области экспериментальных испытаний.
Может быть, я так и не получил бы авторского свидетельства, если бы не помог один случай.
Когда я уже решил поставить крест- на этом деле и больше не тратить силы на споры с Институтом патентной экспертизы, к нам на завод по каким-то делам приехал инструктор Отдела машиностроения ЦК КПСС М.Г. Скрябин. Разговаривая с ним, начальник бюро технической информации между прочим рассказал ему о метчике-протяжке, и Скрябин пожелал ее увидеть.
В механическом цехе ему показали на сложной много-заходной резьбе, как она работает. Скрябин попросил познакомить его с автором, и Супонев привел его ко мне. Михаил Георгиевич оказался инженером, достаточно сведущим в области резьбового инструмента, с ним легко было беседовать на такую специальную тему. Он спросил меня:
- А какой номер авторского свидетельства на метчик-протяжку?
Я молчал, а Супонев за меня ответил, что мне отказали в выдаче авторского свидетельства.
- Вы могли бы подарить мне одну метчик-протяжку? - спросил Скрябин.
Посоветовавшись со своим мастером, я подарил Скрябину метчик-протяжку для трапецеидальной резьбы 14X3.
Через несколько дней меня вызвали к телефону. Звонил Скрябин.
- Зайдите в Комитет по делам изобретений к товарищу Майкапару, - сказал он, - захватите с собой материалы по вашей заявке и, если можно, "живую" метчик-протяжку!
Первый визит в Государственный комитет по делам изобретений и открытий вышел не очень удачным. Я считал себя обиженным неоднократными отказами, говорил запальчиво и, как потом понял, вел себя неправильно.
Думаю, что Майкапар готов был просто выгнать меня, и только рекомендация Скрябина останавливала его. К концу разговора мы чувствовали острую неприязнь друг к другу, но все же порешили на том, что я приду еще раз, и пораньше, а Майкапар к тому времени подробнее изучит материал. Метчики-протяжки, которые я принес, он попросил оставить у него до следующей встречи.
Следующая встреча прошла спокойно, мы разговорились по душам. Евгений Александрович Майкапар оказался очень дельным человеком. Впоследствии мы стали добрыми друзьями и поддерживаем хорошие отношения до сих пор.
Майкапар рассказал, что, прежде чем стать экспертом Госкомитета по делам изобретений и открытий, он прошел большой путь инженера-машиностроителя и сам пытался изобретать.
- Институт патентной экспертизы, - сказал он, - в свое время "зарубил" мне семь заявок на изобретения, и я ничего не мог сделать - пришлось признать их правоту.
Постепенно передо мной стала яснее вырисовываться деятельность Института патентной экспертизы. Выяснилось, что для того чтобы получить авторское свидетельство, мало изобрести новинку, надо еще быть хорошим словесником, умеющим искусно составить так называемую формулу изобретения: нужно в одной фразе так раскрыть сущность изобретения, чтобы она была ясной, и в то же время показать, что данное новшество нигде и никогда в мире еще не существовало. Это было мне не под силу!
Майкапар рассказал мне о Государственной патентной библиотеке и научил пользоваться мировым собранием патентов. Патентная библиотека тогда помещалась напротив Комитета изобретений, в здании Политехнического музея, и я на другой же день пошел туда.
- В вашей метчике-протяжке есть изюминка, я почти не сомневаюсь в ее новизне, но составить формулу изобретения будет трудно, - сказал Евгений Александрович. - Надо в Патентной библиотеке просмотреть и изучить все патенты, касающиеся способов получения резьбы.
Сперва это казалось мне совершенно невозможным делом. Однако в библиотеке все оказалось гораздо проще. Все отрасли науки и техники разбиты там на классы и подклассы, все имеют свои буквы и номера. Когда я попросил дать патенты по резьбовым делам, мне сразу дали список названий патентов по резьбе со всех стран мира. По этому списку я быстро отобрал с десяток патентов Швеции, ФРГ, США и наших советских, которые имели хотя бы отдаленное отношение к моей метчику-протяжке. Мне дали просмотреть эти патенты. Тут же в библиотеке сидели переводчики, которые сразу перевели мне на русский язык сущность иностранных патентов. Кроме того, в описаниях были схемы и фотографии. Все оказалось очень просто.
В течение одного вечера мне стало ясно, что в мировой технике инструмент, подобный метчику-протяжке, еще не известен и что возражения Института экспертизы в общем-то построены на песке. Все это я доложил Майкапару при следующем свидании.
- К нам обращаются сотни изобретателей-с самыми нелепыми идеями, - сказал Евгений Александрович, - поэтому мы уже привыкли относиться подозрительно к каждой заявке. Институт же экспертизы завален тысячами заявок со всех концов страны и для скорости действует по такому принципу: если есть в заявке хоть что-нибудь, отдаленно похожее на какой-нибудь существующий патент, - сразу пишется отказ.
От Майкапара я узнал много нового и необходимого в области патентования изобретений. Он был первым моим учителем в этой области.
Я до сих пор благодарен инструктору Отдела машиностроения ЦК КПСС М.Г. Скрябину за его внимание к моему творческому труду и за то, что он познакомил меня с таким хорошим человеком - Майкапаром. С его помощью я составил, наконец, правильную формулу изобретения. Было написано последнее возражение, и я вскоре получил свое первое авторское свидетельство. Его номер - 136160.
Тяжело оно мне далось, но через него открылись глаза на многие вещи, которые необходимо знать каждому изобретателю.
В Доме научно-технической пропаганды меня поздравили с первым изобретением и настойчиво просили продемонстрировать его не только на московских заводах, но и в области. Теперь это можно было делать смелее, любую аудиторию можно было посвящать во все тонкости работы и изготовления нового инструмента.
Однажды я читал лекцию о новых видах режущего инструмента инженерам, конструкторам и технологам. В перерыве ко мне подошли три инженера и показали деталь с внутренней пятизаходной резьбой небольшого диаметра.
- Нас очень лимитирует эта деталь, - сказал один из них. - Нам требуется в год тысяча деталей с такой резьбой, а норма на нее - два часа. Не могли бы вы помочь нам?
Я ответил, что если для нарезки этой детали применить метчик-протяжку, то норма на нее будет две минуты. Все трое рассмеялись.
- Вы большой шутник, товарищ Данилов!
- Пойдемте после лекции в цех, и я вам покажу, как работает метчик-протяжка, - сказал я. - У меня нет сейчас именно этого размера, но очень похожая метчик-протяжка есть с собой.
В цехе была быстро выточена заготовка, и рабочие обступили токарный станок, на котором я проводил показ. Маловеры-инженеры стояли в толпе за моей спиной. Когда метчик-протяжка сделала свое дело в течение полутора минут и готовая деталь пошла по рукам, я услышал за своей спиной такой разговор.
- Видел? - спрашивал один инженер у другого.
- Видел!?- ответил тот.
- Ну, какое впечатление? - допытывался первый.
- Как в сказке! - ответил только что сомневавшийся инженер.
Я не обернулся к ним, хотя испытывал большую радость от такого разговора.
Дом научно-технической пропаганды имени Дзержинского делал большое и полезное дело. Спокойно, методически, без шума с его помощью удалось ликвидировать много "узких мест" на ряде заводов. В Доме техники я познакомился с представителями науки, занимающейся инструментом. Первый кандидат технических наук, с которым я познакомился, был Андрей Васильевич Акимов, начальник лаборатории резания Всесоюзного научно-исследовательского института инструмента. Высокого роста, худощавый и прямой, он походил больше на мастера спорта, чем на ученого. Он предложил мне показать работу метчика-протяжки в их институте на Большой Семеновской улице.
Ученый коллектив лаборатории резания заинтересовавался инструментом и дал ему положительную оценку. Однако Акимов сразу сказал мне, что метчик-протяжка требует дальнейшей разработки для придания ей большей универсальности и что, возможно, институт в ближайшие годы включит ее в план научных работ, если я не возражаю.
Я, конечно, не возражал. Меня смущало только "в ближайшие годы"! Я еще не знал тогда, что научные исследования проводятся необычайно медленно и по плану, рассчитанному на пять лет вперед. Мой инструмент не был запланирован, поэтому на его изучение не отпущено ни денег, ни времени.
- В ближайшие два года мы не сможем заняться метчиком-протяжкой, хотя она представляет несомненный интерес, - сказал Акимов.
Я мог быть доволен - теперь мое изобретение признала и наука. На заводах же, где приходилось выступать, метчик-протяжка после первого же показа принималась на вооружение, и ее начинали изготовлять своими силами.
Конечно, не обошлось и без противников нового инструмента. Например, когда Госкомитет изобретений предложил Московскому инструментальному заводу (МИЗ) метчик-протяжку для массового изготовления, руководство завода встало на дыбы и категорически отказалось. Впоследствии руководство завода сменилось, МИЗ изменил свое мнение об этом инструменте, но изготовлять его серийно так и не стал.
Прошло уже несколько лет, как метчик-протяжка серийно выпускается Свердловским инструментальным заводом. На сотнях заводов во всех республиках нашей страны работают этим инструментом. Еще 31 декабря 1962 г. газета "Вечерняя Москва" в статье "Клад токаря Данилова" писала: "В ГДР, Венгрии, Болгарии, Чехословакии и Польше, Китае и Румынии начали пользоваться изобретением московского рабочего - метчиком-протяжкой..."
И, несмотря на все это, по сей день с соседних заводов, расположенных в нашем же районе Москвы, приходят к нам специалисты и спрашивают: "А что это такое, метчик-протяжка? Вы не могли бы нам показать?" Плохо, очень плохо еще поставлена у нас служба технической информации!
После того как метчик-протяжка была включена в план научных работ ВНИИ инструмента, она постоянно совершенствуется, и мы находим в ней все новые и новые возможности.
Получив авторское свидетельство на метчик-протяжку, я не отложил попечения о своем первом детище и не прекратил работы над дальнейшим ее совершенствованием. Как-то, просматривая иностранный журнал, подаренный мне управляющим делами совнархоза в первый день нашего знакомства, я обратил внимание на метчики, рекламируемые в журнале. Бросилась в глаза их особенность: зубья трапецеидальной резьбы были срезаны почти до половины с одной стороны на первом пере метчика, точно так же с другой стороны на втором пере метчика и т.д.
Я сразу понял преимущество: стружка идет не одной широкой, а несколькими узкими лентами, они значительно меньше задерживаются в отверстии и резьбовых канавках, резание должно быть более легким.
Я вскоре проверил этот способ заточки на своих трапецеидальных метчиках-протяжках, предназначенных для нарезания резьбы с крупным шагом в длинных гайках и в гайках с многозаходной резьбой. Результат был отличный: там, где приходилось обычно использовать комплект из двух метчиков-протяжек, теперь резьба легко нарезалась одной, инструмент становился более универсальным и производительным.
В 1962 г. я сделал первые попытки наладить серийный выпуск метчиков-протяжек. Сотни заводов нашей страны делали их каждый для себя, в своих инструментальных цехах. В то же время многие другие заводы нуждались в этом инструменте, но не имели достаточно сильных инструментальных цехов, чтобы самим его изготовить. И вот, захватив с собой несколько метчиков-протяжек разных размеров, я прихожу в приемную главного инженера Московского инструментального завода (МИЗ). Подготовку к этому свиданию я начал несколько месяцев назад, когда на одной из конференций по новому инструменту во Всесоюзном инструментальном институте попросил А.В. Акимова, который был членом президиума Московского совета новаторов, познакомить меня с главным инженером МИЗа. Знакомя меня с Николаем Кузьмичом Хваленовым (так звали главного инженера МИЗа), т. Акимов сказал ему, что я автор нового инструмента и что хотел бы посоветоваться с ним о производстве этого инструмента.
Может быть, Хваленов уже через час и забыл про меня, но где-то в его сознании моя фамилия, видимо, завязла; выйдя из своего кабинета, он сразу узнал меня, поздоровался и сказал: "Подождите меня, я сейчас вернусь!" Вернулся он часа через полтора, но я сидел упорно, как каменный гость.
Хваленов привел с собой нескольких специалистов из цехов. Я выложил на стол метчики-протяжки. Судя по тому, как их рассматривали инструментальщики, было ясно, что они видели их впервые.
После всестороннего обсуждения специалисты МИЗа решили, что инструмент хороший, но от его производства они воздержатся. Их резон был такой: МИЗ и так не выполняет план, на заводе очень тесно, даже еще один станок поставить некуда, а для производства метчиков-протяжек понадобится минимум пять станков.
Николай Кузьмич Хваленов участливо посмотрел на меня и развел руками:
- Ничем не можем сейчас вас утешить, но вы не огорчайтесь, я уверен, что ваш инструмент будет жить. Если можно, оставьте мне одну метчик-протяжку, чтобы я про нее не забыл, я еще попытаюсь что-нибудь сделать!
Есть такие хорошие люди, которые, и отказав тебе, все же оставляют какую-то надежду, и ты уходишь от них без обиды и отчаяния. Когда я уже одевался, секретарша опять позвала меня к Хваленову.
- Вот что, Борис Федорович, - сказал Николай Кузьмич, - позвоните от моего имени Дьяконову и договоритесь с ним встретиться. Дьяконов - начальник отдела инструмента и станков совнархоза РСФСР, у него возможности пошире, чем у нас.
Он вырвал листок из блокнота и записал "координаты" Дьяконова. Мне оставалось только поблагодарить и удалиться. Главный инженер МИЗа провозился со мной минут сорок. На нашем заводе за 20 лет работы главный инженер не смог уделить мне и 10 минут. Так что я мог быть доволен своим визитом на Московский инструментальный завод.
С Дьяконовым мне удалось встретиться только через четыре месяца. Вадим Михайлович Дьяконов чем-то похож на Хваленова: такой же высокий и худощавый, такого же интеллигентного вида, такой же вежливый и любезный.
- Слышал краем уха про ваш инструмент. Покажите-ка его в натуре! - встретил он меня, когда я наконец нашел его кабинет в огромном здании совнархоза РСФСР. Внимательно рассмотрев инструмент, он задумался, а потом сказал: - Наладить производство такого инструмента без автора будет трудно. В таких случаях обычно начинают производство нового инструмента на том же заводе, где он родился. Я знаю ваш завод, у него инструментальный цех помощнее МИЗа. Почему бы не начать серийный выпуск метчиков-протяжек на вашем заводе?
Я сказал, что это лучший вариант, о котором я могу только мечтать.
- Но этого вопроса нам без Николая Кузьмича не решить. Он теперь большой начальник - заведует отделом станков и инструмента совнархоза СССР. В ближайшие дни мы с ним будем у вас на заводе и решим этот вопрос, - закончил беседу Дьяконов.
Через несколько дней я еще издали увидел в конце цеха две высокие фигуры. Дьяконов и Хваленов не обманули, действительно пришли в наш цех, чтобы определить возможность серийного выпуска метчиков-протяжек. Они обещали дать цеху новейшие резьбошлифовальные станки, если вопрос о серийном изготовлении будет, решен положительно.
Руководители нашего цеха и отдела главного технолога приложили немало усилий для того, чтобы отделаться от нового заказа. Они пытались доказать Хваленову и Дьяконову, что цех и без того перегружен работой, что для новых пяти - семи станков в цехе нет места и что вообще завод должен выпускать машины, а не какие-то метчики-протяжки. По-своему они, может быть, были и правы. Но, с другой стороны, Хваленов и Дьяконов тоже не сомневались в том, что такой большой цех не почувствует особых затруднений от небольшой прибавки к номенклатуре выпускаемой продукции.
- Ведь для своих механических цехов вы делаете метчики-протяжки, - говорили они нашим руководителям, - но делаете по пять штук, это невыгодно. А если бы выпускали по 50 штук, то это было бы выгодно вам и, кроме того, многие заводы могли бы получить новый инструмент.
В общем, соглашения достигнуто не было. Хваленов и Дьяконов уехали, обещав еще подумать. Все эти разговоры шли на уровне не выше главного технолога и начальника инструментального цеха. Ни директор, ни главный инженер в них не участвовали. Но, конечно, им было доложено о посещении начальства из совнархоза.
Через несколько дней произошло необычайное событие: в инструментальный цех пришли директор и главный инженер! Они прошли к начальнику цеха и вскоре вызвали меня. Состоялось совещание, во время которого руководители механических цехов приложили все силы, чтобы отбиться от такой напасти, как серийное изготовление метчиков-протяжек. Все в один голос высказались против.
Сперва я подумал, что директор хочет "подвести базу общественного мнения", чтобы со спокойной совестью отпихнуться от моего изобретения. Но оказалось, я ошибался. Директор закончил совещание так:
- Мы не можем согласиться на серийный выпуск метчиков-протяжек на нашем заводе, но я поговорю в совнархозе СССР и думаю, что общими усилиями мы подберем завод, который их будет делать для всех, без ущерба для своей программы!
Несколько месяцев подряд я надоедал телефонными звонками Хваленову и Дьяконову. Но что же сделаешь? Каждый изобретатель знает, каким настойчивым надо быть, чтобы добиться массового изготовления изобретенного изделия.
Видимо, я родился в сорочке! Через полгода услышал в трубку обнадеживающие слова Хваленова: "С вашим инструментом вопрос решен. Вы можете зайти ко мне и получить рекламный проспект на метчик-протяжку, а заодно и познакомиться с главным инженером завода-изготовителя, он как раз сегодня у меня".
В совнархоз я летел как на крыльях. Николай Кузьмич представил меня невысокому, очень спокойному человеку с усталыми глазами:
- Вот познакомьтесь - Сергей Андреевич Самохвалов, главный инженер Свердловского инструментального завода (СИЗ), который будет делать ваши метчики-протяжки.
На лице главного инженера СИЗа я не заметил энтузиазма от такого задания, но это меня не тревожило: был уверен, что, раз совнархоз решил, задание будет выполнено.
- Вот что, Николай Кузьмич, - сказал Самохвалов, - у меня есть одна просьба: пока мы будем осваивать новый инструмент, автор будет нужен у нас на заводе.
Хваленов заверил, что я буду на Свердловском заводе, когда он потребует. Затем Николай Кузьмич вручил мне пачку красочных рекламных проспектов, в которых сухим техническим языком были описаны преимущества метчиков-протяжек, повышающих производительность труда токаря до 30 раз, и давалась краткая характеристика. В графе "Заводы-изготовители" стояло: СИЗ и наш завод - для московских заводов. Значит, совсем отбояриться от моего инструмента нашему заводу не удалось, его все-таки обязали изготовлять метчики-протяжки по заказам московских предприятий, а СИЗ был обязан делать для всех машиностроительных заводов страны.
Это была моя первая победа на поприще изобретателя. У нас в совете новаторов говорили:
- Изобрести сейчас что-то принципиально новое очень трудно, но это все же наиболее легкая половина дела. Вторая половина - добиться массового внедрения своего изобретения - самая трудная.
Казалось, что я близок к осуществлению этой второй, наиболее трудной половины дела.
Через месяц меня вызвал к себе наш директор.
- Тебя вызывают в Свердловск, - сказал он. - СИЗ берет на себя изготовление метчиков-протяжек, и ты им нужен для консультации. Сколько тебе нужно дней на это дело?
- Десять дней, - ответил я, полагая, что он сократит этот срок до недели.
Я знал, с какой неохотой обычно отпускали меня каждый раз в командировки.
Я напишу тебе 20 дней, и давай лети самолетом туда и обратно! - сказал директор.
Видимо, он был доволен, что с него свалилась эта напасть и что кто-то другой теперь будет маяться с освоением производства нового инструмента.
...На Свердловском инструментальном заводе меня встретил главный технолог Марк Абрамович Шлеймович.
- У нас не получаются ваши метчики-протяжки. Либо они вообще не режут, либо просто ломаются. Мы уже заявили в техническое управление своего совнархоза, что отказываемся от этого инструмента.
Мне показали кучу брака метчиков-протяжек, по 200-300 штук одного размера. Сперва меня это поразило как громом. Во-первых, со всеми накладными расходами одна метчик-протяжка размером 36 X 6 стоила 22 рубля; во-вторых, они делались из дорогой быстрорежущей стали Р-18.
Каждый изобретатель, будь он академик или рабочий, должен быть еще и экономистом. Огромная сумма убытков, в которых я чувствовал себя в какой-то степени повинным, сильно удручила меня. Но оказалось, что по масштабам инструментального завода, выпускающего инструменты не десятками, а тысячами штук, этот убыток незначителен. Как я понял, руководителей завода убыток совсем не беспокоил, они просто искали зацепку, чтобы отказаться от дальнейшего производства нового инструмента.
"Значит, борьба за внедрение изобретения совсем не кончена, как мне казалось в Москве, - подумал я. - Сейчас она подошла к самому критическому моменту, и только от меня зависит: быть или не быть массовому производству метчиков-протяжек".
План "генерального сражения" за изобретение родился ночью в уютном номере гостиницы "Урал". На другой день я попросил главного технолога пригласить представителей заказчика (завода "Кургансельмаш", для которого СИЗ сделал штук 500 негодных метчиков-протяжек), а также главного инженера и главного технолога технического управления Свердловского совнархоза, которых СИЗ просил снять эту продукцию. Пригласили и рабочих-специалистов, изготовивших весь этот брак. Я хотел показать всем товарищам, как работают их метчики-протяжки и как работают такие же инструменты нашего завода, в которых был уверен, как в самом себе.
В освоении производства метчиков-протяжек на нашем заводе участвовали замечательные рабочие, мои товарищи: резьбошлифовщики Михаил Власьевич Давыдов и Геннадий Федорович Широченков, заточник Юра Борисов, термист Бабич - специалисты высшего класса. Инструмент, сделанный ими, был безукоризненным, и, как выразилась дальневосточная газета "Красная звезда", это был "не просто инструмент, а художественное произведение искусства".
Я не сомневался, что и на уральском инструментальном заводе есть замечательные специалисты своего дела, надо только показать им настоящий инструмент и объяснить, что от них требуется. У станка, где я разложил метчики-протяжки СИЗа и свои, собралось человек пятьдесят. Были тут и представители завода-заказчика, и начальство из совнархоза, и сизовские инженеры, а больше всего было рабочих завода.
Оказалось, что в работе метчик-протяжку на Урале еще не видели. Я поставил на станок метчик-протяжку 36 X 6 свердловского изготовления. Не дойдя и до половины детали, она сломалась. Кругом все молчали.
Я попробовал напильником твердость хвостовика с окном у нескольких штук и выбрал одну. Инструмент прошел сквозь деталь с зловещим скрежетом, но не сломался. Резьба в детали была драная. Зрители зашумели:
- Так-то и у нас получалось!
Тогда я поставил на станок метчик-протяжку нашего завода. С легким шипением она прошла сквозь деталь, как сквозь репу. Деталь пошла по рукам. Уральские специалисты - народ сдержанный, скупой на похвалу, но и они не удержались от одобрительных возгласов. Представители совнархоза положили рядом две метчика-протяжки - одну свердловскую и одну московскую.
- Это же небо и земля! - воскликнул главный инженер управления. - Вы посмотрите, что вы делаете и что надо делать, - обратился он к Шлеймовичу.
- Ну-ка, товарищ Данилов, протяните еще одну деталь, а то я даже не успел рассмотреть, как это у вас получается, - попросил главный инженер.
Я нарезал еще одну деталь.
- Ну как, - обратился главный инженер к представителю завода "Кургансельмаш", - устроит вас такая продукция?
- Да если бы они дали нам такой инструмент, мы бы на них богу молились! - сказал представитель заказчика. - А то дают нам черт те что да еще такие деньги за это требуют!
- Ну вот что, Марк Абрамович! - сказал главный инженер управления. - Научитесь работать так, как вам показали, и никаких разговоров о снятии с вас этой продукции мы больше слушать не будем.
Я между тем разговаривал с рабочими - резьбошлифовщиками, заточниками, термистами. Оказалось, что они могут сделать все. Достаточно было показать им инструмент в натуре, и все для них стало ясно.
Так почти всегда бывает с принципиально новым изделием, если его начинают изготовлять без автора. Каждый автор вложил в изобретение часть своей души, поэтому без него понять его изделие бывает порой нелегко.
Можно сказать, что этой командировкой закончилась борьба за внедрение моего первого изобретения в промышленность.
Через год во Всесоюзном инструментальном институте я видел каталог продукции инструментальных заводов страны, где было указано, что выпускает каждый завод. Против завода СИЗ стояло: "Метчики-протяжки Данилова".
* * *
С тех пор Центральное статистическое управление СССР ежегодно присылает мне справки, в которых указывается, на каких заводах страны внедрено изобретение "Метчик-протяжка, авторское свидетельство № 136160". И каждый раз следует длинный список предприятий. Все эти годы и по сей день ко мне обращаются специалисты многих заводов и проектных институтов с просьбой помочь в конструировании метчиков-протяжек для самых, казалось бы, немыслимых работ, не предусмотренных нормалью на этот инструмент, выпущенной Всесоюзным инструментальным институтом (ВНИИИ).
Вот, для примера, не так давно проектанты института ГипроНИИхиммаш из Алма-Аты просили определить возможность эффективного применения метчиков-протяжек в производстве крупных деталей с очень сложной резьбой. После консультации они заложили в проекты технологии новых заводов химического машиностроения обязательное применение моего изобретения.
Один из куйбышевских заводов обратился на СИЗ с просьбой изготовить метчики-протяжки для нарезания гайки длиной 100 мм, диаметром 20 мм, с многозаходной трапецеидальной резьбой с шагом 50 мм. С СИЗа ему резонно ответили, что нормали такой резьбы нет, а поэтому они ее сделать не могут.
По просьбе начальника цеха завода-заказчика пришлось мне сконструировать для куйбышевцев метчик-протяжку совершенно новой разновидности. Конструкция оказалась удачной, метчики-протяжки позволили куйбышевцам за одну неделю выполнить годовую программу по этой детали. Директор завода сообщил об этом на совещании в министерстве.
Ученые ВНИИИ не без моей помощи постоянно совершенствуют конструкцию метчика-протяжки, проектируют ее новые модификации, и они находят все новые объекты применения. Пройдет еще несколько лет, и, думается, метчик-протяжка так изменится, что сам автор ее не узнает!
Не раз приходилось слышать от знакомых изобретателей: "Что толку, что я имею авторское свидетельство? Никто моих инструментов не внедряет, пройдут десятилетия, прежде чем до них дойдет очередь, а через 20 лет они морально устареют!"
На подобные сетования я всегда отвечаю, что за свое изобретение надо бороться, как за счастье. Ведь счастье к людям тоже само не приходит, за него надо бороться, а то и драться!
Но, к слову сказать, у нас действительно чрезвычайно медленно внедряются изобретения. Как-то газета "Комсомольская правда" поместила статью под таким названием: "Нужны ли изобретателю дети?" По мнению автора статьи, дети изобретателю совершенно необходимы, потому что для внедрения изобретения автору обычно не хватает целой жизни, а имея детей, он может завещать им продолжение переписки по своему изобретению и, таким образом, может надеяться, что его дети добьются внедрения новшества. Конечно, это шутка, шутка очень горькая, но, к сожалению, имеющая под собой твердое обоснование. Это - с одной стороны. Но, с другой стороны, изобретатель не должен складывать крылья ни в процессе творчества, ни в борьбе за признание своего труда Комитетом по делам изобретений и открытий, экспертизой, ни в деле его внедрения. Все новое пробивает себе дорогу с трудом, ибо всегда действует так называемая инерция старой техники. Таково свойство ума большинства людей, так было всегда и, думается, так будет еще долго.
Значит, за внедрение своего изобретения надо бороться, бороться, может быть, долго и упорно...
* * *
...Да простит мне читатель это отступление от рассказа об уральских встречах. В Свердловске я познакомился со, многими замечательными уральскими умельцами - рабочими различных профессий. Особенно интересный день провел с изобретателем, слесарем-лекальщиком турбомоторного завода Василием Ивановичем Черкашиным.
Современный слесарь-лекальщик, если он хочет шагать в ногу с веком, должен забыть про слесарные тиски и ручную обработку. Искусство ручной доводки хоть и медленно, но явно вытесняется профильным шлифованием. К сожалению, на наших заводах редко приходилось встречаться со слесарями-лекальщиками этого нового типа, пока их еще мало. Вот именно такого искателя нового в лекальном деле я и встретил в лице Черкашина. Очень симпатичный и деликатный человек, этот уральский новатор создал ряд интереснейших устройств и приспособлений, которые полностью освободили слесаря-лекальщика от напряженного ручного труда и при этом значительно повысили гарантию точности изготовляемо го сложного инструмента.

Слесарь-лекальщик Свердловского турбомоторного завода В.П. Черкашин (справа),
автор многих интересных устройств и приспособлений, заинтересовался нашими инструментами.Творческие новшества Черкашина очень нужны почти на каждом машиностроительном заводе, но, возможно, они очень долго оставались бы достоянием только одного того завода, где трудится их автор. Дело в том, что эти устройства не так-то просты в изготовлении и довольно дороги. И все-таки в Свердловске было изготовлено 100 комплектов приспособлений Черкашина! Их получили многие заводы Среднеуральского экономического района.
Кто же добился этого? Бриз? Нет! ВОИР? Нет! НТО? * Конечно, нет! - Среднеуральский совет новаторов. Именно совет новаторов добился от своего совнархоза приказа, по которому в течение шести месяцев было изготовлено 100 комплектов устройств Черкашина. Все они были проверены автором. Их приобрели десятки заводов, а члены совета новаторов вместе с автором научили десятки специалистов пользоваться ими.
* В советскую эпоху в нашей стране - Советском Союзе - были организации, объединявшие и/или популяризировавшие изобретателей и рационализаторов. Среди них БРИЗ - Бюро рабочего изобретательства, ВОИР - Всесоюзное общество изобретателей и рационализаторов, НТО - Научно-технический отдел (обычно заводоуправлений) - V.V.В то время председателем Среднеуральского совета новаторов был рабочий Уралмашзавода Константин Яковлевич Маслий. Большой специалист зуборезного дела, всегда занятый сложной и ответственной работой, он находил время для руководства советом новаторов крупнейшего экономического района, и уральский совет новаторов работал неплохо. Мне понравилась их "ВДНХ в миниатюре" - выставочный, постоянно действующий павильон, где были представлены многие творческие разработки уральских новаторов различных профессий.Павильон постоянно пополнялся новыми экспонатами, поступающими от заводских советов новаторов. Вход на выставку был свободным, и сотни специалистов получали здесь хороший заряд новой техники по любой отрасли машиностроения.
В Свердловске я познакомился также с директором крупнейшего в стране завода тяжелого машиностроения "Уралмаша" Иваном Никифоровичем Малафеевым. На другой день после моего выступления в нескольких цехах "Уралмаша" рано утром в номере гостиницы раздался телефонный звонок.
- Товарищ Данилов? - спросил женский голос. - Говорит секретарь директора "Уралмаша". Иван Никифорович просил узнать, могли бы вы сделать доклад о ваших инструментах на техсовете сегодня в десять часов?
Я сказал, что смог бы, но боюсь, что вряд ли со своим чемоданом попаду на "Уралмаш" к десяти часам.
- Успеете, я сейчас высылаю за вами машину, запишите ее номер.
Так я попал на технический совет к директору "Уралмаша". Когда вместе с членами техсовета я вошел в кабинет, директор разговаривал по телефону с Москвой. Он что-то энергично доказывал, с ним, видимо, не соглашались, и казалось, что ему не до нас. Однако он жестом пригласил садиться и положил трубку. Еще не остыв от горячего разговора, он быстро сел и обратился ко мне: "Слушаю вас!" Я сперва немного опешил, но быстро нашелся и сказал, что хотел бы сам раньше услышать, какие именно из моих инструментов интересуют техсовет.
- Интересуют все инструменты, которые вы показывали вчера в наших цехах рабочим и инженерам. Покажите теперь их нашим руководителям.
Получилось нечто вроде короткой теоретической лекции, так как станка у меня под рукой не было, а были только инструменты в чемодане.
Техсовет отобрал для внедрения цанговый нутромер высокой точности и метчик-протяжку. Директор выслушал все замечания главного технолога и начальников цехов, внимательно осмотрел инструменты и сказал, обращаясь к начальнику инструментального цеха и к главному технологу:
- Когда вы можете изготовить этот инструмент товарища Данилова? Хотя бы, ну, в десяти экземплярах?..
Те назвали свои сроки.
- Сергей Васильевич, - обратился директор к секретарю техсовета, - запишите эти даты, потом доложите мне об исполнении! Все, товарищи! Вам, товарищ Данилов, спасибо за оригинальные и нужные инструменты, которые вы показали!
Все заседание техсовета по моему вопросу продолжалось не более 20 минут. Привыкший к долгим разговорам в Москве, я подивился уральской оперативности и высказал это шоферу директора, который вез меня обратно в город. (Уралмашзавод находится довольно далеко за городом, и у нас было время поговорить.)
Шофер рассказал, что Иван Никифорович начал свою трудовую деятельность грузчиком на этом же "Уралмаше". Работая по разным специальностям, он без отрыва от производства окончил институт в возрасте 50 лет, был назначен директором завода и вот успешно командует этим огромным предприятием. Завод все время выполняет и перевыполняет программу.
- Почему он так быстро решает вопросы, спрашиваешь ты? Тут нет ничего удивительного. Поработав на заводе рабочим разных специальностей, наш директор отлично узнал цену рабочей минуты!
Как и везде, в Свердловске на многих моих выступлениях присутствовали корреспонденты уральских газет, Вскоре на первой странице газеты "Уральский рабочий" (от 20 августа 1964 г.) появилась статья с фотографией, снятой во время моего выступления. Статья называлась "Советы друга", и в ней очень тепло рассказывалось о моих скромных достижениях. Меня пригласили выступить по Свердловскому телевидению. Вместе с ученым секретарем Среднеуральского совета новаторов Анатолием Васильевичем Воробьевым мы показали и объяснили телезрителям работу нескольких инструментов, принятых на вооружение уральскими машиностроителями.
Я был в Свердловске в августе. Стояла тихая теплая погода. Мне очень понравилась широкая асфальтированная набережная реки Исеть, протянувшаяся на несколько километров. Прохожих здесь всегда было мало, только быстро проносились конькобежцы, тренирующиеся на роликовых коньках. Уральские скороходы не прекращали тренировку и летом, готовя новые кадры конькобежцев круглый год.
Второе изобретение родилось значительно легче, чем первое. Может быть, это произошло потому, что за него я взялся не один. Моим соавтором стал товарищ по работе, токарь-резьбовик Иван Петрович Иванов.
Земляк-ленинградец, переехавший в Москву, он давно занимался нарезкой резьбы на мелких метчиках (диаметром от 2 до 5 мм). Таких метчиков на нашем заводе требовалось тысячи, а, несмотря на высокую квалификацию и отличную ленинградскую выучку, Иван Петрович явно не справлялся с заданием. Он работал напряженно, не отходя от станка ни на минуту, но больше сотни метчиков в смену дать не мог. Что поделаешь - резьба есть резьба, на ней не разбежишься!
- Послушай, изобретатель, хоть бы ты придумал что-нибудь, новый инструмент, что ли, - несколько раз говорил Иван Петрович. - Видишь, совсем замаялся я со своими метчиками!
Сначала я отшучивался, а однажды как-то сказал Ивану Петровичу:
- Давай-ка вместе подумаем, что тут можно сделать. Сперва решим, за счет чего можно увеличить выпуск мелких метчиков.
Мы внимательно разобрались в специфике изготовления метчиков и, не помышляя еще об изобретении, пришли к выводу, что технологию надо коренным образом менять. Были возможны три пути:
1 - вместо нарезания применить накатывание резьбы;Все это я выложил Ивану Петровичу, и он тут же обстоятельно возразил мне:2 - получать резьбу на резьбошлифовальном станке, обрабатывая заготовки в каленом виде;
3 - усовершенствовать резьбовую гребенку - инструмент, которым нарезают резьбу на мелких метчиках.
- Что ты толкуешь про накатывание резьбы на метчиках? - возмущенно сказал он. - Разве ты не видел кучи метчиков завода "Фрезер", что свалены в угол в инструментальной кладовой? Ведь это все метчики с накатанной резьбой. Никто их не берет, они даже латунь не режут. Нет, нам это не подойдет. Мы работаем "не с пуда", да и материалы у нас обрабатываются крепкие, для них нужны хорошие метчики.
Действительно, накатанные метчики, выпускавшиеся тогда заводом "Фрезер", имели у вершины резьбы сильно сжатую и нарушенную структуру металла, отчего после термообработки резьба на них выкрашивалась при первом же прикосновении даже к цветным металлам.
Ну, а что ты скажешь относительно резьбошлифовки? - спросил я.
Тоже плохо, - подумав, ответил Иван Петрович, - у мелкой резьбы вершина острая, почти как бритва, и резьбошлифовальный круг непременно будет ее отжигать. Значит, метчики опять не будут резать.
А если шлифовать на малых скоростях и с малой подачей? - возразил я. - Ведь тогда можно получить неотожженную вершину у резьбы!
Можно-то можно, - сказал Иван Петрович, - но это будет еще медленнее, чем я сейчас нарезаю гребенкой!
Что же нам тогда остается? Остается одно - усовершенствовать инструмент, которым я нарезаю метчики, - заключил беседу Иван Петрович.
Ну вот что, - предложил я, - завтра мы с тобой пойдем в Патентную библиотеку и посмотрим, что создано в мире по этому виду инструмента. Только сперва ты мне покажи, что у тебя самого есть по этой части?
Вдвоем мы довольно быстро выяснили следующее. Резьбу на мелких метчиках можно нарезать дисковым резцом, доведенным до высокого класса чистоты и имеющим почти теоретическое острие у вершины. Но нарезать дисковой гребенкой с несколькими режущими зубьями более производительно, так как три или четыре острия гребенки не так быстро "сядут" при нарезке, как одно острие дискового резца.
Схема нарезания резьбы гребенкой:
а - одинакового с изделием шага;
б - с удвоенным шагом.
Схема работы и профиль гребенки для нарезания резьбы метчиков:
а - по довоенному немецкому патенту;
б - по авторскому свидетельству № 142118,
выданному Б.Ф. Данилову и И.П. Иванову.Однако тут возникают неприятности. Когда после нескольких проходов работа подходит к завершению, резьба метчика срывается по наружному диаметру. Происходит это потому, что отходящему металлу некуда деваться, и стружка срывает резьбу у почти готового метчика.
Иван Петрович предложил нарезать метчики гребенкой, которая имела бы шаг в 2 раза больший, чем резьба на метчике, т.е. резьбу с шагом 0,5 мм резать гребенкой с шагом 1 мм. В этом случае вершина резьбы не касается гребенки и срыва наружного диаметра резьбы не произойдет. Но тут возникает новая неприятность: при нарезке такой гребенкой наружный диаметр резьбы поднимается, "выжимается" зубьями гребенки и становится выше допуска. Кроме того, на резьбе появляются заусенцы, хорошо видимые под микроскопом.
Чтобы сделать наружный диаметр метчика правильным, приходилось его на ходу спиливать напильником или ставить другой резец и протачивать резьбу по верху. Появлялась дополнительная операция, кроме того, после напильника и резца образовывались новые заусенцы, теперь уже с двух сторон резьбы. Они тоже были хорошо видны под микроскопом. Вот почему Иван Петрович, при всем его трудолюбии, никак не мог нарезать более 100 метчиков в день.
В Патентной библиотеке из множества наших и зарубежных патентов мы выбрали только один. Это был еще довоенный германский патент. Там была изображена резьбовая гребенка, которая, казалось, сразу отметала все наши затруднения.
- Дотошный народ эти немцы, - заметил Иван Петрович, - еще тридцать лет назад решили наш вопрос, и, кажется, неплохо.
Но я был далеко не в восторге от этого инструмента. Действительно, при нарезании такой гребенкой срыва наружного диаметра резьбы не произойдет, не будет и заусенцев, потому что средний неполный зуб гребенки снимет, при малой подаче, возникшие заусенцы. Но было два "но"!
При нарезке ручных и машинных метчиков такой гребенкой обязательно надо оставлять недорезанными по крайней мере три витка, а это не допускается по нормали. Гребенка годилась только для нарезки резьбы "на проход".
Чтобы получить нужный профиль на гребенке, надо сделать ее шаг в два раза больше, чем на метчике. Но, чтобы снять до половины каждый второй виток гребенки, она должна быть двухзаходная. Как специалист по резьбе, я представлял, насколько сложно будет выполнить такой профиль в металле. Даже не сразу сообразил, как бы я составил рабочий чертеж этой немецкой гребенки.
Мы просидели в Патентной библиотеке весь вечер и ушли несколько смущенные. Толчок нашим мыслям был дан, но до решения, казалось, еще далеко. Однако оно пришло неожиданно быстро - на другой же день.
Иван Петрович с утра подошел к моему станку и стал что-то рисовать на листке из блокнота. Сперва я не очень внимательно его слушал, но потом как-то вдруг до меня дошли его рассуждения. К нарисованной им схеме я подрисовал буквально только одну линию - и сразу получился рабочий чертеж новой гребенки. Как и немецкая, она полностью решала все вопросы и, кроме того, не имела ни одного "но". Она была проста, мы могли сделать ее хоть сейчас!
Гребенку надо сделать с удвоенным шагом против шага резьбы метчика, но внутренний ее диаметр не резать до острия, как обычно, а сделать внутри мерную площадку, равную шагу резьбы метчика. Такая гребенка никогда не сорвет резьбу по наружному диаметру, так как во время процесса нарезания всегда будет пустота между нарезаемой резьбой и гребенкой, а при последней стружке, дающей окончательный размер метчику, мерная площадка гребенки мягко снимет заусенец, возникший по наружному диаметру резьбы.
Мы были несказанно рады, что нашли такое простое решение задачи. Даже без испытания мы были убеждены, что она будет отлично работать и даст резьбовикам большие преимущества. Это был тот редкий случай, когда эффективность новшества ясна на бумаге, до изготовления в металле. Тем не менее мы проявили осторожность и не подавали в бриз предложения, пока не изготовили первую гребенку и пока Иван Петрович не начал ею работать.
Результат получился неожиданный. Раньше мастер все время просил Иванова остаться поработать сверхурочно, "поднажать", так как метчиков заводу надо было очень много. Через полтора месяца после изготовления новой гребенки мастер пришел с другой претензией:
- Послушай, Иван Петрович, мне нечего тебе дать на нарезку! Заготовщицы не поспевают за тобой. Когда ты успел нарезать все заготовки? Сверхурочно давно не оставался, в выходные дни не работаешь, а метчики все нарезал! Ты колдун, что ли?
Конечно, мастер не мог заметить, что на станке у Иванова стоит совсем не та гребенка, какая стояла десятки лет у всех резьбовиков. Внешне гребенки ничем не отличались, разницу можно было заметить только при рассмотрении в лупу или под микроскопом. Ведь резьбу-то он резал мелкую - с шагом от 0,4 до 0,8 мм! Теперь Иван Петрович работал на таких режимах: скорость - 400 оборотов в минуту, нарезка - за три прохода, четвертый - зачистной. На один метчик со всеми зажимами и отжимами заготовки уходило меньше минуты! Качество резьбы получалось отменное, никаких дополнительных операций не требовалось. Вместо 100 штук за смену Иванов теперь легко нарезал 500 метчиков и значительно лучшего качества.
Вскоре у новой гребенки были обнаружены еще некоторые преимущества. При нарезании такой гребенкой средний диаметр резьбы метчика всегда соответствует ее наружному диаметру, поэтому отпадает необходимость проверять метчики по среднему диаметру. Это происходит потому, что площадка гребенки рассчитана так, что она всегда дает нужную высоту профиля резьбы. Теперь достаточно простым микрометром измерить наружный диаметр метчика после нарезки, и если он окажется правильным, то и средний диаметр тоже будет в допуске.
Это очень важное преимущество. Ведь для того чтобы точно измерить средний диаметр резьбы метчика, приходится подчас потратить времени больше, чем на его нарезку. Наша гребенка стала быстро "входить в моду". Оказалось, что с ее помощью очень удобно нарезать резьбу не только на инструменте, но и на деталях. Отсутствие заусенцев и легкость замера резьбы по наружному диаметру делали этот инструмент очень удобным для использования в механических цехах на нарезке точной резьбы.
Забегая вперед, скажу, что позднее Центральное статистическое управление СССР прислало нам извещение о том, что наша гребенка внедрена на многих заводах страны. Но тогда мы и не помышляли о широком применении нашего скромного новшества. Однако я решил показать гребенку своему другу и наставнику в изобретательских делах - Евгению Александровичу Майкапару.
Он долго вертел гребенку перед глазами, рассматривая через лупу.
- Ничего не понял, Борис Федорович! - сказал он наконец. - Тут есть какая-нибудь специфика инструментального дела? В чем тут соль, расскажите.
Я рассказал и про германский патент, и про наши искания, и про результаты, которые дает гребенка. Евгений Александрович внимательно выслушал и сказал:
- Ну что же, Борис Федорович, во всем этом есть изюминка. Попробуйте подать заявку в Институт патентной экспертизы, я желаю вам обоим успеха!
Без совета Майкапара мы, вероятно, не рискнули бы подать заявку на столь, как нам казалось, скромное новшество.
Однако Майкапар оказался прав: на гребенку нам выдали авторское свидетельство № 142118. Вместе с другими моими инструментами наша гребенка в 1963 г. экспонировалась на ВДНХ в павильоне "Машиностроение". За нее и за другие новые инструменты я получил Большую серебряную медаль, Иван Петрович - бронзовую медаль.
* * *
Третье изобретение рождалось долго и трудно. Работа над ним началась, если не ошибаюсь, еще в 1962 г., когда я даже не предполагал, что эта случайно начатая работа приведет меня к изобретению.
Как-то я разговорился с главным резьбошлифовщиком нашего завода Михаилом Власьевичем Давыдовым, большим специалистом своего дела. У нас были свободными несколько минут, и мы наблюдали за работой доводчиков гладких калибров. Высококвалифицированные токари-доводчики работали, как автоматы. Каждый из них доводил за смену 100 и более гладких калибров, а заводу постоянно не хватало их! Дело в том, что калибры 2-го и 1-го классов точности, о которых идет речь, имеют весьма малый допуск на изготовление и на износ: всего 2-4 микрона.
Естественно, что калибры, которыми измеряют точные отверстия, при серийном выпуске деталей быстро изнашиваются, и их списывают в брак контрольные пункты. Вот почему так напряженно работают наши доводчики, вот почему завод "Калибр" ежегодно выпускает полтора миллиона калибров, а их все равно не хватает. А ведь калибры делаются из дорогой легированной стали, их доводка требует большого мастерства, поэтому они так дороги.
- Хорошо бы сделать такой калибр, который не изнашивается, - сказал Давыдов.
- Да, неплохо бы, - ответил я. - Давай сделаем гладкие калибры из твердого сплава, а?
Михаил Власьевич задумался.
- Что же, попробовать можно, - наконец сказал он.
В то время на заводах почти не было алмазных кругов, твердый сплав предоставлялся заводам только в виде прямоугольных пластинок для резцов. Так что для того времени наше решение было довольно смелым. Но кое-что о твердых сплавах мы, конечно, уже знали, в частности, были уже знакомы с пластификатом.
Еще будучи в Горьком, на автозаводе, мы с начальником цеха Романовым надолго задержались в лаборатории твердосплавных фасонных дисковых резцов. Здесь работали всего трое: прессовщица, токарь и спекальщик.
Они делали фасонные резцы для автоматов и револьверных станков. О преимуществах такого резца нам рассказывать было не нужно, каждому понятно, что такой резец обработает без переточки в сто раз больше деталей, чем стальной. Кроме того, работая твердосплавным резцом, можно раза в три повысить скорости резания. Резцы очень похожи на те, какие в начале рабочей карьеры я делал когда-то на заводе "Пневматика". Но я точил их из быстрорежущей стали, а здесь их делали из твердого сплава! Было от чего прийти в изумление и остаться в лаборатории на лишние полтора-два часа. Мы остались и все увидели.
Как все это делалось? Прессовщица насыпала в форму порошок и прессовала из него круглую толстую лепешку. Мы знали, что эта лепешка представляет собой рыхлую массу, которая может рассыпаться в руках; чтобы получить твердый сплав, ее надо немедленно спечь. Однако здесь делалось по-другому: лепешку осторожно опускали в кипящий парафин с примесью каучука, парафин проникал в мельчайшие поры, и после остывания получалась настолько прочная и плотная масса, что ее можно было зажать в патрон или посадить на оправку и обрабатывать резцами, как обычный легкий металл!
Это был пластификат твердого сплава. Автор его - советский ученый В.П. Ивенсен. При нас токарь поставил такую лепешку на станок, произвел на бумажке какие-то расчеты и стал вытачивать профиль фасонного резца. На этот раз профиль был простой, и токарь быстро передал сырой резец спекальщику, - специальная печь для спекания твердого сплава стояла тут же.
В современных лабораториях процесс спекания обычно длится 23 часа. Не знаю, сколько времени занимал этот процесс на Горьковском автозаводе, но нас пригласили зайти на другой день, если мы хотим видеть до конца процесс изготовления фасонного твердосплавного резца.
На другой день в нашем присутствии токарь вскрыл и заточил фасонный резец. После остановки заточного круга я посмотрел на его маркировку на торце. Это был алмазный круг американской фирмы "Нортон". Производство синтетических алмазов у нас тогда только зарождалось, и на наших заводах не было алмазного инструмента широкого профиля. Горьковский автозавод - самое передовое предприятие страны - получал алмазные круги из Соединенных Штатов Америки за очень большие деньги. Но твердосплавный фасонный инструмент давал такой большой эффект, что все затраты оправдывались. Необычайную эффективность инструмента из твердого сплава я понял еще тогда и до сих пор считаю выгодным для нашей промышленности перевести почти весь инструмент на твердый сплав.
Токарь поставил заточенный фасонный резец на станок, на какой-то невероятной скорости буквально "чиркнул" им по заготовке и показал нам готовую деталь, предложив проверить ее по шаблону. Шаблон лег на деталь, как влитый.
Мы поблагодарили за науку и вышли из лаборатории.
- Да, настоящий инструмент делают мои земляки, нам еще до этого далеко! - с некоторой завистью сказал Романов.
Я крепко запомнил, что такое пластификат твердого сплава и каковы его возможности.
Мы с Давыдовым рассуждали так. Пластификат у нас есть. Я выточу заготовку гладкого калибра с отверстием под оправку, потом нам спекут ее в Институте твердых сплавов (ВНИИТС). Затем мы посадим заготовку на оправку, и Михаил Власьевич прошлифует ее зеленым карборундовым кругом с припуском на доводку. Я доведу алмазной пылью калибр до размера и посажу его прессовой посадкой на шейку хвостовика. Потом хвостовик вставим в ручку - и калибр готов к работе.
Все было сделано, как задумано. Разумеется, мы работали вечерами, после смены. Старались делать все тайно по двум причинам: во-первых, мы не совсем были уверены в успехе, во-вторых, на нашем заводе, как я уже говорил, тогда было немало противников нового в технике.
Нам удалось сделать всего 30 гладких твердосплавных калибров. Они были приняты центральной измерительной лабораторией завода и переданы в механические цехи на участки массовых и серийных деталей. Это было в 1962 г. Забегая вперед, скажу, что и теперь эти калибры продолжают работать на участках самых интенсивных замеров и до сих пор на них не обнаруживается ни одного микрона износа. А ведь за это время изношены и списаны в утиль тысячи стальных калибров! Кроме крайне высокой износостойкости у наших калибров есть и другие преимущества.
Вскоре после изготовления первых гладких калибров из твердого сплава к нам пришел заведующий инструментальным хозяйством одного из цехов.
Можно сделать такой калибр, у которого проходная сторона в нижнем допуске, а непроходная сторона - в верхнем допуске?- спросил он у меня.
Теоретически это возможно, - ответил я, - но зачем это вам?
Как зачем! Для того чтобы спасти тысячи бракуемых сейчас деталей! Вы часто делаете гладкие калибры так: проходной калибр - в верхнем допуске, а непроходной - в нижнем. Допуск у вас, скажем, на калибр 30А - 4 микрона, а разница между проходным и непроходным калибрами - 14 микрон. Вот вы сделали непроходной калибр в нижнем допуске - у нас уже осталась всего одна сотка разницы! А вы сделайте нам наибольшую разницу!
- Но ведь если сделать вам проходной калибр в нижнем допуске, то после сотни замеров его вам забракуют на контрольном пункте, - возразил я, - он только чуть-чуть износится и уже пойдет в брак!
- А вы сделайте так, чтобы он не изнашивался, вы же теперь можете это сделать! - не унимался дотошный заведующий инструментальным хозяйством.
Конечно, теперь мы с Давыдовым могли сделать такие калибры из твердого сплава и сделали их. Тысячи деталей были спасены, новые детали стало делать легче, так как допуск на их изготовление мы практически увеличили на 6-8 микрон, не отступив при этом ни на йоту от ГОСТа.
Эти калибры образца 1962 г. до сих пор работают в механическом цехе и до сих пор не изношены, хотя для забракования проходной стороны достаточен износ в 1-2 микрона.
Доводчикам известны неприятные случаи, когда гладкий калибр застревает в измеряемом отверстии и его оттуда приходится выколачивать. Обычно при этом портится и деталь и калибр. Происходит это потому, что при частых промерах деталей обычный проходной калибр быстро изнашивается у начала и начинает входить в деталь, когда еще не готов размер.
Твердосплавный гладкий калибр всегда намного тверже любой стальной закаленной детали. Доведенный до 11-го или 12-го класса чистоты, он очень скользкий и никогда не застревает в детали. Кроме того, у него не бывает износа у начала, как у стального калибра, поэтому ввести его в неготовую деталь просто невозможно.
Доводчики механических цехов все это быстро усвоили и стали просить у нас гладкие твердосплавные калибры нужных им размеров.
Чтобы как-то узаконить наши калибры, я и Давыдов подали предложение в Бриз. Сделали это мы только спустя примерно год после начала эксплуатации первых твердосплавных калибров.
Центральная измерительная лаборатория завода, следящая за износом калибров во всех цехах, дала предварительное заключение о том, что стойкость новых калибров, по крайней мере, в 200 раз выше стойкости обычных, стальных.
Реакция на нашу заявку была самой неожиданной. К нам пришел уполномоченный бриза и заявил: "Ваше предложение отклонено, и скажите спасибо, что с вас не высчитывают деньги за сделанные вами первые партии калибров".
Мы раскрыли рты от изумления и дали возможность этому "бризу" уйти, не выслушав нашего мнения о его способностях.
Начальник отдела труда и зарплаты Власов объяснил нам все по-деловому:
- Вот смотрите, как у нас рассчитываются рационализаторские предложения, - показал он инструкцию. - Вот здесь пишется стоимость выпускаемого инструмента до предложения, а здесь - стоимость после предложения. Из большего вычитается меньшее и получается экономический эффект. Стоимость ваших калибров стала не меньше, а больше в 8 раз, поэтому не вам полагается вознаграждение, а с вас надо еще получить деньги за удорожание выпускаемого инструмента. Но мы решили вас не обижать, а просто отклонили предложение.
Все это Власов объяснил нам спокойно, как учитель объясняет ошибку школьникам. После этого случая Давыдов на некоторое время охладел ко всякой рационализации и временно перестал быть моим партнером в этой области.
Больше мы не сделали ни одного гладкого калибра из твердого сплава, и на заводе до сих пор работают только первые наши калибры образца 1962 г.! И опять приходится вспомнить Московский совет новаторов. Если бы тогда в Москве не было этой организации - кто знает, сколько бы лет прошло, прежде чем наши заводы получили бы необычайно стойкий и нужный всем инструмент?
На очередном заседании секции токарей гладкие твердосплавные калибры были приняты единогласно. Здесь были советские специалисты, твердо знающие, что выгодно и что невыгодно нашей промышленности. Рекомендация Совета новаторов была принята Мосгорсовнархозом, который обязал завод "Калибр" выпустить в 1963 г. первую тысячу комплектов твердосплавных гладких калибров.
Меня пригласили на "Калибр". Вместе с заводскими специалистами мы отработали технологический процесс изготовления новых калибров, и они были выпущены в срок, указанный в распоряжении совнархоза.
Поддержка товарищей из Совета новаторов и совнархоза вдохновила меня на новую, более серьезную работу в области твердосплавного инструмента - я "замахнулся" на резьбовые калибры-кольца из твердого сплава! Даже в 1969 г., просмотрев проспекты почти всех иностранных инструментальных фирм, я не нашел там резьбовых калибровых колец из твердого сплава. Известная швейцарская фирма "Кару", снабжающая мерительным инструментом заводы всех капиталистических стран, предлагала своим потребителям только гладкие твердосплавные калибры.
Бывая на иностранных промышленных выставках, каждое лето организуемых в "Сокольниках", я не раз спрашивал зарубежных специалистов о твердосплавных резьбовых калибрах, и всегда английские, французские, немецкие, швейцарские хозяева экспонатов на мой вопрос только вежливо разводили руками: "Не делаем; не выпускаем; можем предложить гладкие твердосплавные калибры!"
"А может быть, их так сложно сделать, что они не оправдают затраченные на них усилия? - думал я. - Ведь почему-то не делает таких колец ни одна инструментальная фирма!"
Да нет, не могут они быть невыгодными. Гладкие калибры в 200 раз более стойки, чем стальные, значит, и резьбовые будут иметь такую же невероятную долговечность. Ну, пусть они будут в 10 раз дороже, чем стальные резьбовые кольца такого же размера. Все равно они будут во много раз выгоднее, чем стальные!
Судьбу резьбовых твердосплавных колец решил один разговор с представителем очень солидной английской фирмы "Матрикс", выпускающей первоклассные станки и инструмент. Разговор шел через моего "личного" переводчика - сына Валерия. На вопрос: "Можно ли сделать твердосплавное калибровое кольцо?" - представитель фирмы ответил: "Теоретически возможно, но не стоит, так как это будет чересчур сложно и дорого!"
Как это ни странно, но именно тогда я про себя решил: "Будут дешевые русские твердосплавные резьбовые кольца!" Конечно, кое-какие мысли об этом бродили в голове и раньше, но теперь я взялся за это дело вплотную.
Очевидно, надо было делать прежде всего кольца наиболее ходовых размеров, которые больше всего и быстрее всего изнашиваются. А по опыту я знал, что изнашиваются больше всего кольца с метрической резьбой размером от 3 X 0,5 до 27 X 3. Значит, для пробы надо сделать кольца среднего размера, скажем, 14 X 1,5.
Метрическое резьбовое кольцо имеет двойной профиль: рабочий профиль с углом 60° и провал с углом 30°. Нарезать резьбу внутри кольца из пластификата специально заточенным твердосплавным резцом дело несложное. Но затем надо сразу решить три вопроса: как попасть в нитку вторым резцом с углом 30°, чтобы сделать провал и при этом не разрушить пластификат; как снять заходы резьбы с двух сторон кольца; как подсчитать такой шаг резьбы, который надо нарезать на сыром пластификате, чтобы после спекания получить точный шаг, скажем 1,5 мм.
При изготовлении стальных колец сперва нарезают резцом профиль с углом 60°, потом резцом с углом 30° попадают во впадину резьбы и прорезают провал. Прорезка провала - операция довольно щекотливая, поэтому для колец диаметром до 20 мм обычно делают метчики-провальники, которые, имея конус, постепенно попадают в нарезанный профиль с углом 60° и прорезают его. Кольца же диаметром больше 20 мм приходится прорезать резцом с углом 30°. Для этого надо "попасть в нитку", как говорят резьбовики, т.е. надо остановить станок и ввести острие резца с углом 30° во впадину резьбы. При этом почти обязательно резец легко касается уже нарезанного профиля. Для стальных колец такое касание не опасно. Пластификат же не терпит ни малейшего касания без вращения, он сразу разрушается: испортив несколько колец, я убедился в этом.
Попытка нарезать резьбу внутри кольца из пластификата метчиками оказалась еще более безнадежной. Несмотря на свою мягкость и хрупкость, пластификат твердого сплава, будучи составлен из весьма твердых компонентов, моментально "съедает" любой режущий инструмент, даже если этот инструмент сделан из спеченного твердого сплава. Пластификат хорошо обрабатывается твердосплавными резцами только при следующих условиях: резец должен быть из сплава марки Т15К6 или ВК.6М; должен быть заточен на алмазном круге до чистоты не ниже 11-го класса и иметь задний и передний углы по 10°. Резец должен быть острым, как бритва, и не иметь ни малейших зазубрин. Только тогда он будет стоять долго и хорошо резать пластификат.
Итак, моя попытка решить первый вопрос сорвалась. Со вторым вопросом дело обстояло не лучше. На стальных кольцах заходы резьбы снимают фрезой на токарном или фрезерном станке, для чего кольцо навинчивают на калибр-выработку. Резьбу, нарезанную в пластификате, навернуть на что-нибудь оказалось делом невозможным - кольцо сразу же разваливалось...
И наконец, третий вопрос - о шаге резьбы кольца из пластификата. Все размеры заготовки пластификата после спекания уменьшаются. На каждую партию пластификата завод-изготовитель дает паспорт, в котором указывается коэффициент усадки (К.У.), обычно он равняется 1,24-1,28. Это значит, что все линейные размеры будущего инструмента надо помножить на указанную величину (скажем, на 1,28) и выдержать эти размеры на сыром пластификате. Когда делали гладкие твердосплавные калибры, мы обращали внимание на диаметр заготовки, получающийся после спекания, но никогда не измеряли длину калибра. Тут коэффициент нас никогда не обманывал.
Каково же было мое разочарование, когда с большим трудом нарезанные без провала и без захода кольца вернулись ко мне после спекания с шагом не 1,5, а 1,56! Раз шаг резьбы был неверным, то доводить такое кольцо было просто бессмысленно.
Думая, что это случайность, повторил опыт. Результат был тот же. В общем, прошло два месяца, а все три вопроса остались неразрешенными. Советоваться было не с кем: ведь никто и нигде еще не делал резьбовых калибровых колец из твердого сплава. Как же быть? Последовать известной украинской поговорке: "Не трать, куме, силы, спускайся на дно"? Или продолжать поиск?
Иногда мелькала мысль: "А на кой черт мне они приснились, эти кольца? Не выходит, ну и пес с ними! У меня хватает достаточно сложной и интересной работы на каждый день. Зачем мне ломать голову над неразрешимой проблемой?"
И все же я не сдался, чувствовал, что не могу отступить. Видимо, изобретательство постепенно становилось моей второй профессией.
Поиск продолжался. Работу приходилось вести урывками, результаты экспериментов получались медленно, так как один только процесс спекания на опытном заводе твердых сплавов, с которым у нас был договор, длился три недели.
Работая вечерами в цехе, а дома за полночь засиживаясь за столом, через полгода я все-таки решил все три вопроса. И, как это часто бывает, решения оказались на редкость простыми, доступными пониманию даже неискушенного в инструментальном деле человека. Итак, задача первая - нарезка профиля резьбы с углом 60° и провала в 30° в сыром пластификате. Ответ - не надо вообще нарезать профиль с углом 60°, нарезка метрической резьбы ведется одним резцом с углом 30°.
Внутренний диаметр кольца растачивается с припуском на доводку после спекания и с учетом коэффициента усадки. Так же математически рассчитывается глубина, на которую надо прорезать резьбу резцом с углом 30°, чтобы после спекания получить наибольший диаметр кольца заведомо выше, чем наименование (размер) резьбы.
После спекания доводка резьбы производится обычным чугунным притиром с крупной алмазной пастой.
Для доводки десяти колец нужны четыре резьбовых притира. Первый притир быстро снимает острые углы профиля и оставляет на нем ленточку с углом 60°. Второй и третий притиры расширяют эту ленточку до нормальных размеров метрической резьбы. Доводка идет быстро, так как острие притира никогда не коснется твердого сплава, а будет всегда в пустоте. Ведь провал в 30° у нас прорезан выше возможного теоретического острия угла 60°. Применение крупной зернистой алмазной пасты очень сильно содействует быстрому образованию нужного профиля.
Четвертый притир, шаржированный мелкой алмазной пастой АП-10, доводит резьбу окончательно по контрольным резьбовым калибрам. Процесс доводки твердосплавного резьбового калибрового кольца ничем не отличается от доводки обычного стального кольца.
Так была решена первая проблема.
Вторая проблема - снятие заходов резьбы с двух сторон. Эта обязательная операция предусмотрена ГОСТом для всех видов калибров (пробок и колец), и от нее никуда не уйти. Для снятия заходов на сыром пластификате пришлось вспомнить способ нарезания внутренней резьбы на резьбовых прессформах. Все токари-инструментальщики знают, что резьба прессформ должна иметь чистый сбег и заход и начинаться с полного профиля. А как делается заход резьбы у прессформы, я знал хорошо.
Таким образом, и решение второго вопроса оказалось не очень-то замысловатым.
С третьим вопросом пришлось повозиться подольше. Шаг резьбы... В чем дело, почему коэффициент усадки, указанный в паспорте, оказывается непригодным для расчета шага на сыром пластификате? И почему на это никто не обратил внимания и не сообщил заводу-изготовителю?
Ответ напрашивался сам собой: потому, что еще никто не делал резьбовых калибровых колец из твердого сплава, никому не было дела до этого шага! А мне этот шаг резьбы был очень нужен. Приходилось думать. Не сразу пришло решение. Вот какой я сделал наконец вывод.
Коэффициент усадки зависит от плотности прессования порошка твердого сплава. Обычно заготовка (цилиндрик) твердого сплава прессуется в форме давлением на торец. Никому не придет в голову прессовать заготовку давлением на круглую поверхность цилиндра. Естественно, что по направлению к дну цилиндра плотность прессования будет больше, чем в стороны, к стенкам цилиндра-заготовки.
До сих пор изготовителя интересовали только К.У. относительно диаметра заготовки, а меня интересовал К. У. не в отношении диаметра заготовки, а в отношении длины заготовки. Шаг резьбы ведь измеряется по длине заготовки, а не по диаметру. Но если порошок твердого сплава спрессовался по направлению длины заготовки сильнее, чем по ее наружному диаметру, то после спекания заготовка меньше изменится именно по длине (т.е. по шагу), чем по диаметру. Вот почему К. У. при расчете резьбовых работ недействителен.
После нескольких опытов я вывел определенную формулу для сплава ВК6М при изготовлении резьбовых калибров: шаг сырого калибра должен равняться шагу чертежному, умноженному на величину К. У, минус 0,025.
Шаг резьбы на кольцах после спекания стал получаться правильный.
Так были решены все три вопроса. В течение полугода мне удалось, работая урывками, изготовить около 100 калибровых резьбовых колец разных размеров.
Схема нарезания и доводки резьбы калибрового кольца из твердого сплава
(авторское свидетельство № 219798).Надо прямо сказать, что в успех моей затеи никто не верил. Мастера, технологи, начальник техотдела, начальство цеха - все были недовольны, что я занимаюсь "пустым делом", отвлекающим от "настоящей" работы на план. Я их прекрасно понимал.
Искатель-рабочий в инструментальном деле был просто невыгоден цеху. Инструмент для металлообработки нужен тысячам заводов. "Любой начальник цеха, любой мастер прекрасно понимает, что успех его рабочего-изобретателя в области нового инструмента не может долго принадлежать только одному заводу, он неизбежно станет достоянием всех заводов. Значит, изобретателю придется отрываться от своей основной работы для помощи по внедрению новшества на многих заводах страны или для налаживания серийного выпуска его изобретения на каком-нибудь специализированном заводе, а высококвалифицированных станочников не хватает на каждом заводе. Как же отпускать на другие заводы самого, может быть, нужного рабочего только потому, что ему взбрело в голову что-то изобрести! Ведь в план эта работа не зачтется, а отсутствие новатора даже в течение 10 дней может поставить под угрозу выполнение плана данного месяца.
Я знаю рабочих-изобретателей, которые не решились обострить отношения со своим начальством, а теперь горько сетуют на то, что их изобретение нигде не внедряется, и совершенно искренне заявляют, что они больше не будут ничего изобретать, чтобы не испытывать новых огорчений.
Что же лучше: испортить отношения с местнически настроенным начальством и добиваться широкого внедрения своего изобретения или прекратить творческую деятельность и остаться на хорошем счету у своего начальства? Я подчеркиваю, что речь идет о серьезной творческой работе. Мелкие усовершенствования местного цехового характера принимаются обычно руководством более или менее благосклонно и не вызывают негодования.
У рабочего-изобретателя есть еще один путь; бросить свою профессию, уйти со станка на какую-нибудь "легкую" работу - технолога или контролера. Тогда он получит некоторую свободу действий и будет иметь возможность "толкать" свое изобретение.
Прежде чем выбрать один из вариантов, каждый рабочий-изобретатель должен посоветоваться со своей совестью.
Уйти со станка? Но ведь каждый квалифицированный рабочий в глубине души всегда гордится своей профессией создателя материальных ценностей, и уход со станка воспринимается им как дезертирство. По-моему, ни один рабочий-коммунист, ставший изобретателем, не уйдет со станка ради внедрения своего изобретения. Он знает, что значит сейчас для цеха потерять хотя бы одного опытного станочника.
Значит, остаются два пути: или прекратить работу по внедрению своего изобретения, или нажить большие неприятности от своего разгневанного начальства. Я останавливаюсь на этом вопросе потому, что на распутье оказывались уже многие мои товарищи рабочие-изобретатели и в Москве, и в других городах. И еще потому, что с этими же вопросами придется столкнуться молодым искателям нового, которые будут нашей сменой, новым поколением рабочих-изобретателей.
Земля русская издавна славится рабочими-умельцами, и я уверен, что никакие трудности не остановят их творческого движения по пути технического прогресса. Но рассказать о том, как порой приходится добиваться внедрения своего изобретения, по-моему, все же надо. Это пригодится моим молодым коллегам, ставшим на трудный, но увлекательный и полезный всему народу путь искателя нового.
Трудно еще рабочему-изобретателю, а тем более коммунисту выбирать один из двух указанных выше путей. Коммунист не может не творить, он должен быть всегда правдивым, решительно подвергать критике недостатки, говорить правду в глаза любому начальству, искоренять подхалимство и другие пережитки прошлого.
После некоторых колебаний я выбрал опасный путь, понимая, конечно, на что шел. Захватив с собой несколько штук твердосплавных резьбовых колец, я пошел к главному инженеру Хитрину. Внешне кольца были не совсем обычными, но имели красивый и, что называется, торговый вид. Тонкий ободок твердого сплава с резьбой был впрессован в алюминиевую обойму, соответствующую гостовским габаритам кольца. Обойма анодирована в черный цвет, и на ее блестящей поверхности нанесены пантографом размер кольца и дата его выпуска.
Хитрин повертел в руках мои кольца.
- Ну и что же ты от меня хочешь, Данилов? - спросил он.
Я хочу подать заявку на изобретение под названием "Способ изготовления твердосплавных резьбовых колец". Для этого нужно ваше заключение о полезности способа, - ответил я. - Начальник центральной измерительной лаборатории считает, что по стойкости они раз в 200 превосходят обычные стальные кольца и обладают еще целым рядом преимуществ.
Я ожидал, что Хитрин поднимет трубку телефона,и спросит начальника лаборатории или начальника какой-нибудь другой службы завода, ведающей мерительными инструментами, о ценности моих колец. Но произошло нечто совсем другое.
- Ты знаешь, Данилов, - сказал Хитрин, - недавно один мастер механического цеха предложил какой-то станочек для навивки пружин. Механик цеха и старший мастер дали заключение, что этот станочек очень ценный и необходим цеху. Я им поверил и выдал автору 50 рублей. А потом оказалось, что этот станок никому не нужен и по сей день стоит в углу цеха, где собирают утиль... Ты иди, я пришлю в цех свое решение!
Я прождал четыре месяца, потом позвонил главному инженеру. Через секретаря Хитрин сообщил, что свое заключение он послал начальнику цеха Романову, чтобы он передал его мне.
Николай Александрович Романов, человек деликатный, несколько замялся, когда я его спросил о заключении Хитрина.
- Видишь ли, Борис Федорович! - начал Романов. - Я давно хотел показать тебе это заключение, да все как-то не решался тебя огорчать. На-ка вот, прочти! - и он подал мне бумагу.
Там было написано буквально следующее: "В предложении Данилова нет никакой новизны, все это давно известно. Кольца не дают никакой экономии производству. На основании изложенного заявка не будет послана в Комитет изобретений и открытий. В случае, если автор пошлет заявку лично, бризу завода приказываю сообщить в Комитет изобретений о вышеизложенном заключении. Хитрин".
Так весь мой двухлетний труд, все мои творческие замыслы в этой области были перечеркнуты одной размашистой подписью. Изобретателя с менее крепким здоровьем после такой резолюции мог хватить инфаркт. Я тоже чувствовал себя неважно и видел, как сочувственно смотрел на меня Романов.
- Брось все это дело, Борис Федорович, - произнес Романов, - ты у нас лучший специалист, мы тебя очень ценим, работай себе спокойно на своем станке и не порти зря кровь!
Признаюсь, такая мысль порой мелькала и у меня. "Плетью обуха не перешибешь" - говорит старая русская пословица. Но я вспомнил также изречение одного древнего мудреца: "Ты хочешь меда, так жала не страшись!"
И борьба продолжалась. В этой борьбе была доля чисто спортивного интереса. Но главным было горячее желание помочь нашей инструментальной промышленности. Я посоветовался с Евгением Александровичем Майкапаром.
- Что ж, - сказал Майкапар, - можно подать заявку лично, без завода. Нужно только приложить заключение другого солидного завода, ну, скажем, завода "Калибр", и каких-нибудь не менее солидных научно-исследовательских институтов.
В работе Московского совета новаторов принимала участие группа ученых из Особого конструкторского технологического бюро Госкомитета по делам изобретений и открытий. "Командовал" этим бюро известный ученый профессор Погодин-Алексеев. Бюро проводило работы по расширению сферы применения алмазов в обработке твердых сплавов. Мы часто советовались по этим вопросам, и я попросил ОКТБ дать свое заключение по моим кольцам. Ученые заверили, что заключение будет положительное, слишком очевиден эффект новых колец. Однако заключения не дали. Как я узнал потом, руководители ОКТБ побывали на нашем заводе, с которым бюро было связано договором, и встретились с главным инженером. После этого они отказались дать заключение ввиду того, что это, видите ли, "не их профиль".
Все было понятно без объяснений. Между тем я продолжал вечерами работать над дальнейшим усовершенствованием своих колец. Благодаря широким связям и знакомствам с работниками множества заводов мне удалось выявить ряд дополнительных полезных свойств твердосплавных колец.
На некоторых заводах радиопромышленности не могли пользоваться обычными стальными калибровыми кольцами. Оказывается, при навинчивании резьбового кольца на резьбу детали для проверки взаимозаменяемости деталь чуть-чуть намагничивалась от трения. Однако этого незначительного намагничивания было достаточно, чтобы прибор при работе искажал сигналы. Поэтому приходилось пользоваться калибровыми кольцами, сделанными из немагнитных металлов. Резьбовые кольца на этих заводах делали из латуни, бронзы или нержавейки. Эти металлы антимагнитны, но стойкость их в работе не превышает нескольких минут. Кроме того, неизбежные заусенцы на резьбе колец из этих мягких материалов не давали возможности точно замерить резьбу на деталях. Для таких заводов мои кольца оказались просто находкой. Твердый сплав марок ВКЗМ и ВК6М антимагнитен, и в то же время резьбовое кольцо, сделанное из этого материала, практически почти вечно.
Резьбовые кольца-калибры из твердого сплава.
На других заводах очень быстро выходили из строя стальные резьбовые кольца в цехах защитных покрытий. Там резьбовые детали надо постоянно проверять после покрытия, калибровые кольца все время работают в парах различных кислот и очень быстро покрываются коррозией. Доведенные поверхности твердого сплава почти не подвержены коррозии, а оболочка кольца из анодированного алюминия также не восприимчива к коррозии.
Но все эти работы я делал на других заводах. На родном предприятии на мои твердосплавные кольца было наложено табу, и я изготовлял только обычные стальные калибры.
Несколько лет подряд я оказывал посильную помощь и давал консультации по точным резьбовым работам во Всесоюзном технологическом институте приборостроения. Научный сотрудник института Вера Иосифовна Лесная приняла горячее участие в моих тяжких делах с заявкой на изобретение по твердосплавным кольцам. Она изучила технологию их изготовления. С ее помощью институт приборостроения дал хорошее деловое заключение о моем способе.
Руководство завода "Калибр" также дало положительное заключение о новизне и полезности моего метода изготовления твердосплавных колец.
Через три года после начала моей борьбы Комитет по делам изобретений и открытий выдал авторское свидетельство № 219798. Мои кольца были выставлены на ВДНХ СССР и удостоены высшей награды - золотой медали.
Это была, конечно, победа, и я чувствовал удовлетворение. И все-таки это была только первая и самая легкая часть труда изобретателя. Впереди была более трудная задача:внедрение.
Через некоторое время Хитрину пришлось расстаться со своим постом. На его место был назначен молодой ученый, кандидат технических наук Юрий Сергеевич Рудаков. После этого новаторские дела на заводе пошли несколько лучше. Однако запрет Хитрина на твердосплавные резьбовые кольца остался в силе, и на заводе "Знамя труда" по сей день несколькими экземплярами их работают только в двух цехах, а другие механические цехи про них и не знают.
В 1972 г. руководители Куйбышевского политехнического института прослышали про мои новые калибры и по заданию Министерства автомобильной промышленности включили эту тему в план научных работ для оснащения такими калибрами автомобильных заводов. Большую помощь в организации работы по внедрению новых калибров оказал давнишний друг новаторов - управляющий делами Министерства автомобильной промышленности Евгений Александрович Устинов.
А в 1973 г. руководитель этой темы, кандидат технических наук С.Я. Сагалович, прислал на наш завод документ, в котором говорилось, что, используя два моих изобретения, институт внедрил твердосплавные резьбовые калибры на двенадцати автомобильных заводах и что экономический эффект от этого составил, по подсчетам института, 100 тысяч рублей в год.
Так два изобретения нашли своего потребителя. Ну что ж, шесть лет не такой уж большой срок для внедрения изобретения.
| ОТ АВТОРА |
| Я УЧУСЬ РАБОТАТЬ |
| ТВОРЧЕСТВО |
| СОВЕТ НОВАТОРОВ |
| ТВОРЧЕСКИЕ ПОЕЗДКИ |
| О ДЕЛАХ НОВАТОРСКИХ |
Встретив незнакомый термин или желая детально разобраться в сути дела,
обращайтесь за разъяснениями в сетевую энциклопедию токарного дела
![]()