 |
Б.Ф. Данилов
ЖИЗНЬ - ПОИСК
Глава 4. Творческие поездки |
У ГОРЬКОВСКИХ МАШИНОСТРОИТЕЛЕЙ
По инициативе главного инженера ЦБТИ совнархоза Н.И. Певнева была составлена бригада новаторов для поездки в город Горький. В бригаду вошли: председатель секции токарей Тюленев - токарь завода кислородного машиностроения; Стешин - токарь завода "Красная Пресня"; Баринов - фрезеровщик завода "Красный пролетарий"; Новиков - слесарь завода "Знамя труда" и я. В последний момент к нам присоединился начальник нашего инструментального цеха Романов. Это меня несколько удивило: Романов всегда довольно скептически относился к новаторам.
В Горьком нас очень хорошо принял начальник ЦБТИ экономического района и пригласил на другой день на совещание с представителями горьковских заводов - главными инженерами, главными технологами или их заместителями. После совещания, на котором мы рассказали о привезенных инструментах и приспособлениях, руководители предприятий назначили каждому из нас день и час посещения их заводов.
Когда мы приехали на ГЗФС (Горьковский завод фрезерных станков), заместитель главного технолога и начальник БТИ завода с удивлением и явным недоверием смотрели на нас и о чем-то долго шептались с сопровождавшим нас инженером ЦБТИ. "Что могут показать нашему передовому заводу эти приезжие токари, слесари и фрезеровщики, у нас свои специалисты не хуже" - читалось в их иронических взглядах. Инженер ЦБТИ Галина Ивановна Зенина, чувствуя возможность недоразумения, говорила руководителям завода:
- Вы посмотрите, что они с собой привезли, может быть, что-нибудь подойдет вашим станочникам и слесарям. Андрей Дмитриевич, - обратилась она к Тюленеву, - покажите, что у вас в чемодане.
Начальник БТИ и начальник технического отдела инструментального цеха в один голос:
- Не надо показывать, расскажите на словах, а мы решим, надо это показывать или нет!
Я счел необходимым вмешаться и сказал в тон неприветливым хозяевам:
- Вот что, товарищи! Или вы сейчас ведете нас в механический цех к рабочим, или мы уезжаем. Нас ждут на других заводах, и времени у нас в обрез.
Вышло это неожиданно и довольно резко, но подействовало. Нас повели в цех. По дороге мой начальник Романов укоризненно сказал:
- Что это ты, Борис Федорович, так на них набросился? Ведь мы у них в гостях!
Ничего, - сказал я, - пойдет на пользу дела!
Я знал, что на горьковских заводах давно ведутся опыты с керамическими резцами, но также знал, что таких резцов, какие были в чемодане у Александра Степановича Стешина, в Горьком нет. Его керамические пластинки, покрытые тончайшей дисульфидмолибденовой пленкой, делающей резец необычайно скользким, создавали очень легкий отход стружки при обычно очень тяжелом, почти силовом резании керамическими резцами. Но это надо показать на станке, а не на пальцах!
Я знал, что в чемодане Андрея Дмитриевича Тюленева есть стандартные спиральные сверла, но с такой заточкой, что ими можно сверлить самые вязкие нержавеющие стали на глубину до 300 мм, ни разу не вынимая сверло из отверстия. Стружка сама четырьмя лентами легко выходит из глубокого отверстия. Были у него также спиральные метчики для нарезки резьбы в упор, выталкивающие стружку из нарезаемого отверстия и никогда не застревающие в нем.
Я знал, что у Володи Баринова есть фреза для скоростной прорезки Т-образных пазов, фрезеровать которые во множестве приходится на любом станкостроительном заводе и с которыми везде мучаются. Я знал, что у Сергея Александровича Новикова в чемодане есть миниатюрная припиловочная рамка для слесарей-лекальщиков, а также координатор для плоской разметки, ускоряющий и упрощающий труд разметчика в несколько раз.
Что касается моих метчиков-протяжек, то я был уверен, что они тут нужны. Перед отъездом в Горький меня вызывали на ДЗФС (Дмитровский завод фрезерных станков), т.е. на точно такое же предприятие, как и в Горьком, и я видел, как множество длинных гаек с трапецеидальной резьбой режут специальными резцами. Это весьма трудоемкая операция, да и гайки все выходят разные. Там ухватились за метчик-протяжку обеими руками и сразу заказали нашему заводу 80 штук на все размеры резьб, идущих на ДЗФС.
...После показа всего этого в работе на станках и на тисках мы все собрались в кабинете начальника инструментального цеха. Отношение к нам руководителей завода, мастеров, технологов и других начальников резко изменилось. Они видели, как нас принимали рабочие, и теперь были сверхвежливы и предупредительны, просили оставить чертежи, расспрашивали, где можно купить наши новинки.
Мы чувствовали себя вполне удовлетворенными, хоть и провели на заводе целый день на ногах, без обеда, выступая в разных цехах и отвечая на сотни вопросов придирчивой рабочей аудитории.
Нам очень помог местный новатор токарь Мельников, заместитель председателя только что созданного в Горьком Совета новаторов. (Интересное совпадение: в каком бы городе потом ни создавался совет новаторов, почти везде председателями были токари.) Я о нем знал по журналу "Машиностроитель", в котором печатались материалы о его новых токарных инструментах. Мельников в этот день работал в вечерней смене, но, когда я попросил познакомить нас с ним, за ним был послан курьер, и он сразу приехал на завод и не покидал нас до начала своей смены. Он сам договорился обо всем с руководством цеха, собрал специалистов, приготовил для нас станки. Чувствовалось, что на заводе он пользуется большим уважением.
Просмотрев вместе со всеми наши инструменты и устройства в работе, Мельников повел нас к своему станку (работал он на ДИП-300). Он занимался нарезкой резьбы на крупных червяках и ходовых винтах, причем делал это совсем не так, как мы привыкли видеть на многих заводах.
Обычно нарезка червячной, модульной и трапецеидальной резьбы состояла из двух операций: сперва надо было прорезать отрезным резцом резьбу на глубину профиля, а потом другим, трапецеидальным резцом "развалить" профиль до требуемых 30 или 40°. Мельниковский резец представлял собой блок двух призматических резцов, имеющих мерные плоскости с боков и зажимаемых в державке двумя болтами. Первым шел не отрезной резец, а трапецеидальный, а за ним, на расстоянии шага резьбы, шел прорезной резец. Площадка первого трапецеидального резца находится на 0,25 мм дальше от изделия, чем площадка прорезного резца.
- А почему так? - спросили мы у Мельникова.
- А это для того, чтобы можно было брать большие стружки, - ответил Мельников. - Подумайте сами: отрезной резец узкий и неустойчивый, стружку толще 0,25 мм им не возьмешь. Если его пустить вперед, то 0,25 мм так и будут пределом возможной глубины резания за один проход. Подашь больше - резец сломается, и тогда начинай всю настройку сначала. А трапецеидальный резец устойчивый, им вполне можно взять стружку в полмиллиметра, и ничего ему не будет, а следующий за ним прорезной резец возьмет свои предельные 0,25 мм, и все будет в порядке. Вот посмотрите, как это происходит.
Мельников поставил блок резцов на станок, где в центрах уже стоял вал диаметром 80 или 100 мм, подвел блок до соприкосновения прорезного резца с валом и, подав вперед суппорт сразу на 1 мм, пустил станок. Трапецеидальный резец легко взял толстую стружку, а следом за ним прорезной резец углублял резьбу еще на 0,25 мм. Глубокая резьба с шагом 24 мм была ободрана за 10 минут.
Мельников повернул четырехпозиционный резцедержатель той стороной, где был зажат чистовой трапецеидальный резец, и на малых оборотах стал зачищать резьбу, снимая тонкие стружки. Все он делал не торопясь, но в то же время очень быстро.
Его способ нарезания наружной профильной резьбы, безусловно, заслуживал внимания, и его следовало перенять москвичам.
Мне могут, конечно, возразить, что теперь существует так называемое вихревое нарезание резьбы с крупным шагом. Но для него нужно довольно сложное устройство, требующее тщательной наладки и постоянной подналадки. А тут два простых резца, остроумно соединенных в блок! И еще вопрос, что быстрее: вихревая нарезка или нарезка резцом Мельникова?
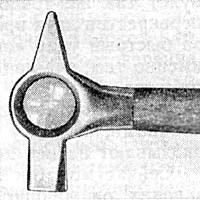
Блок резцов И.М. Мельникова
Мельников показал нам также, как измерять средний диаметр больших винтов, не снимая их со станка, способ и прибор для замера диаметра валов на ходу станка и ряд других очень полезных и незнакомых нам новинок.
Простейший прибор с индикатором для измерения диаметра валов на ходу был прямо-таки необходим многим московским заводам. Без этого прибора токарь оказывается в весьма затруднительном положении.
Скажем, токарь начал чистовую проточку длинного и толстого вала. Для того чтобы проверить, правильно ли получается размер, надо остановить станок и микрометром измерить проточенный кусок. А что делать с резцом? Если резец твердосплавный и его остановить под стружкой - он просто сломается, если же резец быстрорежущий, то его, конечно, можно остановить под стружкой, но тогда при последующем пуске станка на валу обязательно образуется кольцевая риска - и вал может пойти в брак.
Прибор Мельникова позволяет точно определять диаметр вращающегося вала после прохождения резца. Останавливать станок не надо.
Мы поблагодарили коллегу и, провожаемые многими новыми друзьями, покинули завод ГЗФС. Пообедав, мы разошлись было по своим номерам, но ненадолго. Как-то самой собой получилось, что скоро все собрались в номере Романова и до поздней ночи толковали о первом выступлении на горьковской земле. По общему мнению, прошло оно в целом хорошо.
Горьковский автозавод поразил своими размерами. Даже московский ЗИЛ уступал ему масштабами. Корпуса завода растянулись вдоль шоссе на три троллейбусные остановки, по территории завода курсировали автобусы.
Показывать свои инструменты в работе мы начали в инструментальном цехе. Со специалистами-станочниками находили общий язык с полуслова и понимали друг друга вполне. Сергей Александрович Новиков покорил слесарей-лекальщиков своей припиловочной рамкой.
К концу дня, несмотря на усталость, все мы чувствовали себя великолепно. Было радостно от того, что созданные нами инструменты оказались новостью даже на таком передовом заводе. Радовало и то, что мы, рабочие столицы, не ударили лицом в грязь и, как нам казалось, заслужили уважение рабочих и инженеров ГАЗа.
Отдел научно-технической информации просил приехать еще на два дня, чтобы показать наши инструменты в других цехах. На четвертый день мы сами обратились с просьбой показать нам завод. Конечно, осмотреть весь автозавод в течение нескольких часов невозможно. Это такое же великое скопление чудес техники, как Эрмитаж - собрание чудес искусства. Запомнился большой прессовый цех, где штампуют части кузова легковых и грузовых машин.
Я бывал в таком же цехе на Московском заводе имени Лихачева. Внешне они мало чем отличались: оба высокие и длинные, в обоих много больших прессов, выстроенных в одну линию. Стальной лист после удара первого пресса переносится на второй, потом на третий и т.д. С последнего пресса сходят готовые кузова, двери, крылья, капоты. Вроде все одинаково, но почему же на ГАЗе в цехе так мало рабочих?
На ЗИЛе у каждого пресса стояли по два рабочих, которые после удара пресса поднимали металл и перекладывали его на другой пресс. На ГАЗе у прессов не было рабочих. Здесь стояли старые прессы фирмы "Пратт-Витней" выпуска 1935 г., но каждому прессу была придана механическая рука, созданная заводскими изобретателями и новаторами. Старые американские прессы, "омоложенные" русскими умельцами, работали точно и гораздо лучше, чем прессы на ЗИЛе с двумя рабочими у каждого.
Мы долго стояли и любовались работой модернизированных гигантов.
Механическая рука вела себя как живая: как только верхняя часть пресса поднималась после удара по листу, рука мгновенно вытягивалась и хватала своим щупом за край отштампованное железо и аккуратно перекладывала его под следующий штамп.
- Кидается на лист, как щука на блесну, - заметил Тюленев, страстный охотник и рыболов.
Действительно, в хватке механической руки было что-то хищное.
И всей этой линией огромных прессов управляла одна девушка, перед которой на столе светились разноцветные кнопки пульта! Через шесть лет такая же механизация была осуществлена на ЗИЛе в Москве.
Нам показали главный конвейер, с которого ежедневно сходили сотни грузовых автомобилей и сотни легковых "Волг". Кроме того, завод выпускал в месяц еще 50 автомобилей высшего класса "Чайка". Главный конвейер - величественное зрелище достижений человеческого ума и труда.
Нам показали также огромный заводской двор-склад, плотно заставленный тысячами машин, приготовленных к отправке заказчикам.
В механическом цехе мы видели токарные и фрезерные станки, оснащенные установками для охлаждения инструментов туманом. Обычно для охлаждения режущего инструмента во время работы расходуются ведра эмульсии или масла. "Туманная" установка расходует всего 200 граммов масла за смену, причем режущая грань инструмента охлаждается значительно интенсивнее, чем при поливе струей эмульсии. Новый метод охлаждения нам очень понравился, хотя несколько смущал довольно пронзительный свист, издаваемый форсункой установки. Но тогда это была новинка, недавно созданная Горьковским политехническим институтом, в дальнейшем свист был устранен.
На ГАЗе я впервые увидел работу станков для сварки трением. Тогда в Москве мы только что услышали об этом изобретении. Я даже пробовал на своем токарном станке сваривать в стык сталь 45 и быстрорез. Действительно, получалось здорово и дешево, но не всегда удачно. Очень трудно было поймать момент остановки вращения станка, чтобы получить надежное сцепление трущихся торцов. А здесь стояли новенькие станки с автоматическим циклом, которые сами останавливались в нужный момент и сами подхватывали новые заготовки. Производительность станков очень высока, а качество сварки отменное. Были станки для сварки инструмента диаметром до 14 мм и для диаметров до 50 мм.
- Вот бы нам один такой станок! - с завистью сказал Романов. - Где вы их купили?
- А мы большинство наших новых установок не покупаем, а делаем сами, - ответил начальник технического отдела.
Потом нам показали целый ряд профильно-шлифовальных станков, тоже сделанных своими силами.
- Нам некогда дожидаться, пока их начнут выпускать станкостроители, - просто объяснил начальник техотдела.
На наших выступлениях на ГЗФС и ГАЗе присутствовали корреспонденты ряда газет, и вскоре в газетах появились фотографии и статьи о новаторах-москвичах. Горьковское радио также оповестило слушателей о нашей работе на заводах города. Теперь, куда бы мы ни приехали, нас уже не встречали скептически, но нам пора было уезжать. Удалось побывать еще только на машиностроительном заводе имени Воробьева, где у меня было довольно много знакомых. Нас "разобрали" по разным цехам, и везде наши новинки принимались на вооружение и рабочими и инженерами.
Метчик-протяжка попала, что называется, в жилу. Когда я показывал ее работу на многозаходных гайках, которые обычно нарезают самые высококвалифицированные токари, тратя на это по два часа, то посмотреть собрались не только станочники, но вообще все рабочие и инженеры цеха. Пришли специалисты и из других цехов. Кое-кто из рабочих забрался на кран, на станки, чтобы лучше видеть. Ко мне пробился начальник цеха и недовольно сказал:
- Товарищ Данилов, вы мне остановили весь цех, сколько времени вы будете нарезать деталь?
Я ответил:
- Две минуты.
Ну-ну, тогда я тоже посмотрю, - сказал начальник цеха и остался стоять за моей спиной.
Шестизаходная резьба в детали была нарезана, как и всегда, за две минуты и пошла по рукам.
Такой же успех имели и другие новые инструменты, показанные Новиковым, Тюленевым, Стешиным и Бариновым.
* * *
В Горьковском политехническом институте мы познакомились с токарем Рожковым - изобретателем виброгасящих устройств для токарных станков. Все токари знают, какие неприятности приходится претерпевать при растачивании длинных цилиндров, особенно если стенки у них тонкие. После такой работы у всех работающих в цехе еще долго стоит в ушах пронзительный звон. А поверхность расточенного цилиндра обычно оставляет желать лучшего. Это страшный бич станочников - вибрация.
Рожков предложил нам на станке 1К62 расточить цилиндр со стенками толщиной 6-7 мм, диаметром 120 мм и длиной 400 мм. Такая работа часто встречается на машиностроительных заводах, и я не знаю ни одного токаря, который любил бы ее. При всем нашем опыте и искусстве, я и Тюленев прошли обычным расточным резцом до половины цилиндра и были вынуждены выключить станок из-за нестерпимого звона - верного признака вибрации.
К этому же самому резцу Рожков прикрепил свое несложное устройство и снова пустил станок. Послышалось ровное шипение стружки - звона как не бывало. Вместо сильно дробленой поверхности, оставшейся после нашей работы, за резцом шла чистая, блестящая стенка цилиндра. Мы даже рот раскрыли от удивления.
Теперь я вам покажу, как надо гасить вибрацию при наружной обточке длинных валов, - просто сказал Рожков. И он так же спокойно продемонстрировал другое виброгасящее устройство - для наружной обработки.
Приезжайте, пожалуйста, к нам в Московский совет новаторов, - пригласил я изобретателя. - Покажите ваши устройства на наших московских заводах.
Позднее, в 1963 г., Рожков был в Москве и показывал свои виброгасители во Всесоюзном инструментальном институте и на некоторых заводах. Таким образом, мы не только демонстрировали горьковчанам свои новые инструменты, но и сами набирались от них ума-разума. Такие встречи специалистов, истинных мастеров своего дела, да к тому же изобретателей, необычайно полезны, и их надо практиковать как можно шире.
В последний день перед отъездом нас всех вызвали к заместителю председателя совнархоза Толстову. На совещании присутствовали руководители управлений Средневолжского экономического района, главный инструментальщик совнархоза и начальник ЦБТИ. Все это были люди, отлично знающие производство и понимающие толк в инструменте. Толстов тепло поблагодарил нас за работу на горьковских предприятиях и предложил начальнику ЦБТИ организовать поездку бригады горьковских новаторов-металлистов в Москву для обмена опытом с Московским советом новаторов.
Потом он попросил нас высказать свои мнения о горьковских заводах и их техническом уровне.
На всех горьковских заводах, где мы выступали, начальник цеха Н.А. Романов всегда стоял в сторонке и лишь наблюдал за нами и за реакцией зрителей. Тем более неожиданным было выступление на этом совещании.
- До этой поездки с новаторами, - сказал он, - я смотрел на их дела как на возню, мешающую нормальной работе цеха и отнимающую драгоценное время у самых нужных специалистов. Но после того, как я увидел, что они творят на заводах, как их принимают рабочие и инженеры, как они ломают годами установившиеся традиции в работе и на деле показывают, как можно работать в пять раз быстрее, - я уверовал в них. Это действительно замечательные советские рабочие, и я по мере моих сил буду содействовать всем их начинаниям. Эта поездка просто открыла мне глаза на совершенно новый мир рабочего-новатора.
Романов от имени всех нас поблагодарил руководство совнархоза за хороший прием, и на этом мы расстались с городом Горьким.
Следующая поездка, в которой я принимал участие, была более далекой: бригада Московского совета новаторов выезжала на новые заводы Целинного края, в Казахстан.
Мы все тогда думали, что Целинный край - это только необозримые поля пшеницы и тысячи людей, занятых сельскохозяйственными работами. Оказалось, что на целине много заводов, построенных совсем недавно и оборудованных самыми новейшими станками, порой даже лучшими, чем в Москве. Но расскажу все по порядку. Мы вылетели самолетом в Казахстан. Наша бригада была довольно большая: фрезеровщик завода "Тизприбор" Александров, токарь завода "Красная Пресня" Стешин, слесарь завода "Фрезер" Чикарев, сварщик ЗИЛа Шалупов, слесарь-наладчик того же ЗИЛа Антропов Валентин Яковлевич. Все члены бригады - создатели новых видов инструментов и устройств для металлообработки и сварки. Инженерный состав бригады был таков: главный инженер ЦБТИ Певнев, инженер ЦБТИ Багина, начальник БТИ 1-го подшипникового завода Генис, начальник БТИ Электрозавода Лукин и директор Московского дома научно-технической пропаганды Кузьмин.
Мы заняли чуть ли не полсамолета ИЛ-14 и довольно легко и быстро преодолели путь, сделав всего одну посадку в городе Кургане.
Завод "Кургансельмаш" мне очень хотелось посетить, так как он одним из первых начал применять на обработке массовых деталей мою метчик-протяжку, и мне, конечно, очень хотелось посмотреть работу своего инструмента в промышленной эксплуатации, да еще на "чужом" заводе. Но дисциплина есть дисциплина, пришлось вместе со всей бригадой лететь дальше.
Эта командировка была оснащена иначе, чем поездка в Горький. Мы везли с собой, подобно Карасеву, тысячу новых резцов с механическим креплением твердосплавных пластинок новых форм, тысячу новых электродов для сварки чугунного литья в заводских и полевых условиях, множество другого новаторского инструмента, который намеревались не только демонстрировать, но и оставить товарищам по профессии, работающим на новых заводах Целинного края.
В Петропавловск мы прибыли к вечеру, а на другой день с утра были в горкоме партии. Секретарь горкома по промышленности Ивановский коротко расспросил, чем конкретно мы можем помочь петропавловским заводам. Выслушав наши сообщения, Ивановский сказал:
- Куда вы хотите сперва пойти? У нас есть завод, оборудованный крупными станками и с огромными деталями; есть завод исполнительных механизмов, имеющий дело с тончайшими и миниатюрными деталями; есть ремонтный завод сельхозмашин. В общем, есть заводы любого профиля, все есть, а вот специалистов мало и инструмента мало. Помогите нам, товарищи, большое спасибо вам скажем!
Мы пробыли в Петропавловске четыре дня. На заводах работала в основном местная молодежь. Тонкости новаторского мастерства, которые имело смысл показывать на заводах Ленинграда или Москвы, здесь, пожалуй, были не нужны, во всяком случае, они не были здесь главным. На здешних заводах, например, еще не знали резцов с механическим креплением неперетачиваемых пластинок, уже вошедших в обиход в Москве, Ленинграде, Киеве и других промышленных центрах. Токари работали резцами с напаянными пластинками твердого сплава.
Если вспомнить, что "успех завода держится на острие резца", то надо признать, что положение на новых целинных заводах было неважное. Почти все они не выполняли план. Тысячи гектаров пшеницы оставались нескошенными из-за того, что сельхозмашины застревали на заводах в ремонте, а новых машин заводы выпускали тоже мало. Все это коротко обрисовал нам Ивановский, да мы и сами многое видели.
Токари Стешин и я, фрезеровщик Александров со своими чемоданами пошли в механические цехи; сварщик Шалупов отправился на завод сельхозмашин; слесари Антропов и Чикарев - в инструментальный цех.
С Александром Степановичем Стешиным было очень легко работать. Вот он подходит к какому-нибудь молодому токарю, обрабатывающему крупные детали:
- Послушай, парень, что это ты на таких малых оборотах работаешь? У тебя что, станок неисправный?
- Да нет, станок хороший, - неторопливо отвечает токарь, - да, вишь ты, быстрее нельзя, резец сядет, а точить его негде, кругов для заточки не подвезли...
Да, незавидное положение, - в тон ему говорит Стешин, - этак ты до морковкина заговенья свой вал точить будешь! А поставь-ка вот этот резачок по центру, да попробуем пустить станок раза в четыре побыстрее.
Стешин доставал из чемодана свой резец с белой керамической пластинкой, и парень, недоверчиво повертев в руках, ставил его на станок.
На такой скорости не пойдет, сядет твой резец, - с опаской говорит парень.
Ну давай я пройду первую стружку, а потом ты продолжишь, - говорит Стешин и привычным движением включает самоход.
В это время у станка собирались чуть ли не все токари цеха. Резец Стешина стоял, что называется, "насмерть". Хозяин станка довольно улыбался, но потом снова мрачнел:
- А вот сядет твой резец, куда пойдешь его затачивать?
- Не надо его затачивать, а если он все-таки затупится, ты его только поверни другой гранью, - говорит невозмутимо Александр Степанович.
- Ну а если все пять граней затупятся, тогда что делать? - не унимается дотошный сибиряк.
Стешин вытаскивает из чемодана коробочку, в которой лежит множество пластинок.
- Конечно, затупить все пять граней - дело долгое, ты же видишь, как резец работает. Ну а уж если затупятся все, то сними пластинку - она ведь не припаяна, поставь другую, подверни вот этот болтик, и все, опять работай целую неделю.
Стешин протянул парню коробочку с пластинками. Тот бережно ее взял, при глубоком молчании окружающих станочников внимательно осмотрел и протянул обратно Стешину.
- Да нет, зачем же мне отдаешь, бери себе и работай на доброе здоровье, - говорит Стешин.
Все сразу зашумели:
- Теперь наш Васек покажет, как надо работать! Везет парню!
- А кто еще хочет работать новыми резцами? Я могу дать! - говорит Стешин, открывая чемодан.
Сначала все смотрели на него недоверчиво: не смеется ли? Потом один токарь, за ним другой, третий заговорили: дай мне, дай мне!
Опытный завод Всесоюзного инструментального института, начальник лаборатории резания ученый Акимов (член президиума Совета новаторов Москвы) снабдили нас перед отъездом изрядным количеством пластинок, и Стешин щедро раздавал их.
- Только, ребята, державки для этих пластинок придется сделать самим. Вот вам чертеж, державок у меня нет. - Стешин закрывал свой чемодан. - Где у вас можно помыть руки?
Удивление и восхищение вызвали выступления нашего сварщика-новатора Шалупова. Его решительно не хотели отпускать с завода, где он своими электродами за полтора-два часа сварил десятки деталей, которые считались "безнадежными" и подлежащими сдаче в металлолом. Шалупов обучил местных сварщиков работать с новыми электродами и оставил их, сколько было можно. Потом Шалупов обратил внимание Ивановского на недостаточное давление кислорода в баллонах, что значительно уменьшало производительность труда сварщиков. Местное руководство то ли не знало об этом, то ли просто не обращало внимания.
Секретарь горкома очень благодарил московского специалиста и за его указания, и за обучение сварщиков, и за электроды.
...Из Петропавловска нас вызвали в Кокчетав. Там нас тоже встретил секретарь горкома по промышленности и инструкторы отдела. Видимо, Ивановский сообщил по телефону, что мы за люди, и в горкоме нас уже ждали главные инженеры нескольких кокчетавских заводов. Мы показали то, что у нас было в чемоданах, и договорились, что будем на заводах с утра на следующий день.
Все наши перелеты, переезды и выступления были организованы четко, но, что называется, "на пределе", так что мы едва успевали пообедать, и то часов в пять-шесть вечера. Да иначе и не могло быть, так как надо было побывать в шести городах, выступить на десятках заводов, а времени в нашем распоряжении было всего 10 дней.
Постепенно мы привыкли к такому стремительному ритму жизни. Все члены бригады крепко сдружились между собой и с веселой шуткой и легким подтруниванием друг над другом довольно легко выполняли эту достаточно нелегкую работу.
Наша работа на кокчетавских заводах продолжалась два дня и была примерно такой же, что и на заводах Петропавловска. Секретарь горкома по промышленности оказался знатоком металлообработки, он присутствовал на всех наших выступлениях, сам вникал в тонкости новинок. Это был человек кипучей энергии. Мы просто удивлялись, как это он везде поспевает: решает массу всяческих вопросов в горкоме через сопровождавших его инструкторов и не отстает от нас ни на шаг.
На механическом заводе он подвел меня к невысокому пареньку, работавшему на новеньком станке 1К62, видимо только что привезенном из Москвы.
Вот наш лучший молодой токарь. Он нарезает резьбы на очень ответственных деталях. Он комсомолец, один из первых наших целинников. Как дела, Миша? - дружески спросил он у токаря.
Да ничего, Сергей Ефимович, - ответил Миша, - только медленно резьба режется, резцы садятся!
Миша нарезал метрическую резьбу 100 X 2 на больших стальных фланцах. Около станка стояли стопки деталей, ожидающих своей очереди.
Да, - сказал я, - скоростенка невысока. А сколько проходов делаешь, Миша?
Приходится делать проходов пятнадцать, - ответил он.
А давай-ка мы с тобой нарежем эту резьбу за четыре прохода, а скорость увеличим раза в три! - сказал я.
Миша недоверчиво улыбнулся.
- Покажите, - сказал он, отступая от станка. Я вытащил из чемодана резец с механическим креплением твердосплавной пластинки. Не ослабленный пайкой и не имеющий микротрещин, такой резец позволял брать стружку толщиной в полмиллиметра без всякого для себя ущерба. Для него нужна была только большая скорость резания, на малых оборотах он скололся бы.
За четыре прохода была быстро нарезана резьба, причем значительно более чистая, чем на предыдущих деталях. В этом не было ничего удивительного. Токари знают: чем выше скорость резания, тем чище резьба.
- Ну вот, Миша, теперь попробуй сам, - предложил я.
Недаром секретарь горкома назвал Мишу лучшим токарем. Он первую же деталь стал резать на большой скорости. А ведь при нарезке резьбы это не простое дело. Резьба была нарезана быстро и безукоризненно.
Миша проверил деталь по калибрам - все было в порядке.
Вот это резачок! - с уважением сказал Миша.
Ну и возьми его себе в подарок, --сказал я. - Вот тебе еще несколько запасных пластинок!
Секретарь горкома не оставил нас и в воскресенье. Он организовал поездку по окрестностям Кокчетава, познакомил с санаторием "Щучий", расположенным на берегу большого глубокого озера чуть в стороне от дороги Кокчетав - Целиноград.
На другой день мы уехали из Кокчетава в Целиноград - столицу Целинного края.
Из целиноградских предприятий запомнился завод "Казахсельмаш" с огромными цехами, оснащенный первоклассным оборудованием, но... без современного инструмента.
Мы оставили токарям этого завода почти все имевшиеся у нас твердосплавные пластинки.
Тяжелое положение на заводе было с резьбошлифовкой. Для отличных резьбошлифовальных станков ЗВШ-5228 Московского завода координатно-расточных станков не было необходимых абразивных кругов, а имевшиеся могли шлифовать резьбу только начиная с шага 2,5 мм и крупнее. А заводу больше всего требовался резьбовой инструмент с шагом 1,5 и 1 мм. Я взял на себя смелость пообещать резьбошлифовщикам по приезде в Москву выслать им нужные резьбошлифовальные круги диаметром 400 мм. Впоследствии руководство нашего завода по моей просьбе круги им выслало.
Последняя наша поездка была в Павлодар. Тут мы раздали станочникам последние наши запасы и показали, как надо работать новыми резцами с механическим креплением режущей пластинки.
Потом все вернулись в Целиноград. Руководители Целинного совнархоза устроили большое совещание, на котором тепло поблагодарили нашу бригаду за оказанную техническую помощь. Руководство совнархоза прислало директорам заводов в Москве, где мы работали, благодарственные письма.
...Мы прилетели домой усталые, но с чувством удовлетворения: хоть и небольшую, может быть, помощь, но все же оказали рабочим новых целинных заводов!
Большой друг и помощник новаторов нашего завода Владимир Сергеевич Супонев, начальник БТИ, в 1962 г. был в командировке в Вильнюсе и рассказал там о нашей деятельности руководителям ЦБТИ совнархоза Литовской ССР. Через две недели после его возвращения из Литвы на завод пришло письмо за подписью заместителя председателя Литовского совнархоза с просьбой "командировать новаторов завода Евсеева, Постникова и Данилова на промышленные предприятия Литвы для передачи их методов труда литовским рабочим".
Сравнительно легко удалось на заводе оформить командировку, и мы вылетели в Вильнюс, где нас встретил инженер Литовского ЦБТИ Николай Иванович Чернышев. Мы были очень благодарны руководству Литовского совнархоза за то, что к нам "приставили" инженера, говорившего по-литовски так же хорошо, как по-русски.
Программа пребывания в Литве была довольно широкая - мы должны были показать свои новинки на заводах Вильнюса, Шауляя, Каунаса и Клайпеды.
Начали свою работу на вильнюсском станкостроительном заводе "Коммунарас". Здесь нас тепло принял директор завода Виктор Капитонович Сачков, который потом присутствовал на всех наших показах новых методов труда.
Побывав на многих заводах Российской Федерации, мы привыкли к тому, что директора заводов - это обычно умудренные жизненным опытом люди не моложе 50 лет, а Виктор Капитонович был очень молод: ему было лет тридцать.
Сперва мы подумали, что директор "Коммунараса" - редкое исключение, однако на многих литовских заводах в разных городах республики увидели, что почти все директора, главные инженеры и другие руководители литовских заводов - люди в возрасте 25-35 лет. Несмотря на это, дела на литовских предприятиях шли хорошо. Думается, что молодость составляет важное преимущество - люди не потеряли способности воспринимать новое. Руководители литовских заводов буквально хватались за новшества, и мы могли смело надеяться на быстрое внедрение новых инструментов и приспособлений на многих заводах.
На заводах РСФСР нашими новинками обычно интересовались только начальники отдела технической информации, инструментального отдела, техотделов цехов (конечно, наибольший интерес к новаторским делам везде проявляли станочники, механики, слесари). В РСФСР исключение составляли только два завода: в Свердловске и в Комсомольске-на-Амуре - директора и главные технологи этих предприятий по-настоящему интересовались изобретениями новаторов и добивались их внедрения.
На литовских заводах все директора и главные инженеры лично занимались нашими новинками и сразу принимали конкретные решения об изготовлении и внедрении того или иного новшества. Все мы - фрезеровщик Постников, токарь Евсеев и я - пытались понять, почему это происходит. Почему в РСФСР некоторые пожилые директора заводов не интересуются новаторскими делами, а молодые руководители предприятий Литвы так горячо за них хватаются?
В конце концов мы пришли к такому выводу: пожилому руководителю завода осталось два - четыре года до пенсии, и он не хочет рисковать своим устоявшимся, стабильным положением и рассеивать свое внимание на какие бы то ни было новшества. За 20-30 лет работы у него сложились определенные отношения и связи с министерством или совнархозом, его там знают и уважают. Зачем ему новое? Он и так спокойно, без тревог дотянет до пенсии. Другое дело - молодой директор. Ему работать еще лет 30, ему надо, чтобы его завод работал лучше других, чтобы в министерстве о нем знали как о поборнике технических новшеств. Ведь выполнением плана сейчас уже никого не удивишь, а вот выполнять этот план новыми техническими средствами - это уже что-то необычное.
Молодой директор или главный инженер понимает, что если новаторский инструмент дать сотням токарей или фрезеровщиков на его заводе, то они "сделают план" и без сверхурочных часов. Молодой директор берет на себя дополнительные заботы, а старый отмахивается от всяких хлопот. К такому выводу пришли мы, анализируя причины успеха литовских заводов.
На промышленных предприятиях Вильнюса ничего особенного, с нашей точки зрения, мы не показывали. Токарь И.К. Евсеев познакомил с новым способом заточки резцов для обработки жаропрочных сталей и титана, а также продемонстрировал многопозиционную револьверную головку для токарных станков. Фрезеровщик Н.П. Постников показал последние варианты фрезы Карасева и кукурузную фрезу моей конструкции, успешно применявшуются для обдирочных работ. Я показал в работе несколько образцов метчиков-протяжек для нарезания длинных гаек, а также цанговый нутромер Петрова для измерения глубоких отверстий с точностью до 0,001 мм. Все это были обычные для нашего завода инструменты, которыми наши рабочие привыкли пользоваться так же свободно, как гаечным ключом или микрометром.
Все мы трое имели уже достаточный опыт ознакомления с новыми инструментами и не отступали от привычного порядка: после короткого теоретического объяснения сущности новшеств инженерно-техническим работникам шли в цех к токарям и фрезеровщикам. Вот картинка того, что происходило в цехе. Николай Павлович Постников неторопливо подходит к фрезеровщикам и спрашивает:
- Какая у вас норма на фрезеровку этого паза?
Полтора часа.
- А как зарабатываете?
- Да ничего зарабатываем, не жалуемся, - отвечают фрезеровщики.
Постепенно около московского гостя собираются чуть ли не все фрезеровщики цеха.
- А что, если этот паз пройти минут за двенадцать? - говорит Постников, задумчиво глядя на деталь.
Многие начинают улыбаться, а некоторые, махнув рукой, отходят к своим станкам, говоря вполголоса: "Трепач!"
- Можно у тебя на станке поработать вот этой фрезой? - спрашивает Постников, доставая инструмент из чемодана.
- Конечно, можно, - отвечает фрезеровщик.
Николай Павлович устанавливает самый, казалось, "немыслимый" режим резания.
- Отойдите, товарищи, как бы вас стружкой не обожгло! - говорит он зрителям, опускает защитный прозрачный кожух и пускает станок. Станок напряженно гудит, чувствуется, что от него берется почти вся мощность, на которую он рассчитан.
Минут через двенадцать паз профрезерован. Рабочие передают из рук в руки новую фрезу, рассматривают ее и восхищаются.
Иван Константинович Евсеев начинал показ с самой, казалось бы, простейшей операции - с отрезки материала. Это, пожалуй, самая распространенная токарная операция. Выполняют ее отрезным резцом на малых скоростях и в большинстве случаев с обильным охлаждением. Отрезной резец Евсеева с оригинальной формой заточки позволяет увеличить скорость резания раз в десять при подаче 0,35-0,4 мм на один оборот детали и без охлаждения. Материал отрезается так быстро, что заготовка не успевает нагреться. Отрезка производится самоходом, а не от ручной подачи.
На одном вильнюсском заводе Евсеев в считанные минуты разрезал на кусочки предложенную ему стальную заготовку.
Ну теперь давайте попробуем ваши нержавейки и титан, - сказал Евсеев.
С этими материалами мы очень мучаемся при отрезке, - сказал начальник цеха. - Неужели вы и их будете так же быстро резать?
Нержавейка и титан у Евсеева отрезались легко, как репа.
Удивительно! - сказал начальник цеха. А токарь попросил:
- Оставьте резачок на память!
- Зачем? - удивился Евсеев. - У вас же их вон сколько - целая тумбочка!
Он взял из тумбочки один отрезной твердосплавный резец и пошел к точилу. За ним потянулась вереница наблюдавших за работой токарей. Затачивая резец, Евсеев прочел литовским токарям целую лекцию об отрезке материала на токарных станках. В двух словах его "секрет" вот в чем. Обычный токарный отрезной резец дает стружку такой же ширины, как он сам. А раз прорезаемая канавка имеет такую же ширину, как резец, то лента стружки каждое мгновение может застрять в канавке, образующейся во вращающемся куске материала, и обрушиться на резец. А отрезной резец тонкий и хрупкий. Поэтому издавна токари отрезают материал на малых скоростях; чтобы избежать дробления, работают обратным ходом и прибегают к другим ухищрениям.
Схема работы на токарном станке отрезными резцами:
а - обычным; б - конструкции И.К. Евсеева.Почему-то никто не задумывался над тем, нельзя ли сделать ширину стружки меньше, чем ширина резца. Ведь тогда она не застревала бы в отрезной канавке и можно было бы увеличить и скорость резания, и подачу, т.е. значительно повысить производительность труда. У токаря Евсеева до этого дошли и голова и руки. Обычный отрезной твердосплавный резец он затачивает под углом 90°, а в вершине его делает площадку шириной 1 мм. Потом по всем трем получившимся граням он снимает фаски под углом 5-7° и шириной 0,8 мм.
Как-то мне довелось увидеть, как пришедшие из технического училища ребята мучаются с отрезкой заготовок из инструментальной и нержавеющей стали. Я показал им, как надо заточить резец "по-евсеевски" и как им отрезать заготовки в 10 раз быстрее. Уже через полчаса многие ребята сами перетачивали отрезные резцы. Другие маялись с новой заточкой по полдня, но зато какой у них был довольный вид потом, когда заготовки сыпались со станка, как семечки! А квалифицированный токарь заточит так отрезной резец за 10 минут, ничего сложного тут нет.
Почему же стружка от нового резца не застревает в резе? Потому, что при большой подаче и высокой скорости из-под резца выходит гофрированная стружка, наподобие мехов гармошки, и кусочки такой стружки легко вылетают из отрезной канавки, так как они всегда уже резца. "Секрет", казалось бы, очень простой, а операция ускорилась в 10 раз!
Не буду описывать все технические новинки, которые мы показывали на заводах Прибалтики, скажу только, что всюду их встречали по-деловому, внимательно обсуждали и требовали у нас чертежи.
Не раз случалось, что, просмотрев чертежи (нас снабдил ими Супонев), технические руководители завода тут же, при нас давали заказ на инструменты и приспособления в инструментальный цех. Так было на заводах "Коммунарас" и "Жальгирис" в Вильнюсе, на заводе "Балтия" в Клайпеде и на предприятиях других городов. Такая оперативность нам очень понравилась. А причина ее в том, что на наших выступлениях в цехах всегда присутствовал или директор, или главный технолог, или главный инженер. Рабочие брали своих руководителей, что называется, "в работу": "А когда у нас будет такой инструмент? Не хотим теперь работать по-старому!"
Поскольку почти все наши инструменты были не очень сложны, а рабочие чертежи были под рукой, руководителям ничего больше не оставалось, как распорядиться о немедленном их изготовлении в своем инструментальном цехе.
Через два года мне довелось еще раз побывать на некоторых литовских предприятиях. На заводах "Коммунарас", шлифовальных станков, клайпедском широко применялась метчик-протяжка, показанная мной в 1962 г. А ведь Свердловский инструментальный завод начал выпускать ее серийно только в 1966 г. Значит, уже в 1963 г. литовские специалисты изготовляли этот новый инструмент сами.
То же самое могу сказать и о других новшествах, привезенных нами в Литву.
Столица Литвы Вильнюс - город, в котором старинные мрачные особняки чередуются с современными многоэтажными домами, а узенькие кривые улочки, где едва проедет мотоцикл, - с широкими светлыми проспектами.
Каунас нам показался мрачным городом, где преобладают старинные дома черного и серого цвета.
В Шауляй приехали поездом в двенадцать часов ночи. В густом молочном тумане - в мае здесь всегда густейший туман - не было видно даже огней, не то что встречающих. Николай Иванович Чернышев сказал:
- Нас тут никто не найдет, пойдемте в горком партии, он недалеко, я знаю дорогу.
Буквально ощупью, шаря по стенам домов, мы добрели до горкома, кое-как нашли вход и позвонили. Через несколько минут дверь открыл старик-дежурный. При свете яркого фонаря, который, однако, едва пробивал туман, он с удивлением спросил на ломаном русском языке, что нам нужно. Мы кое-как объяснили и показали свои документы. Дежурный впустил нас в приемную, откуда провел в кабинет секретаря горкома, где стояли кожаные диваны. Указывая на них, он сказал:
- Здесь мягко и тепло, раздевайтесь, спите, товарищи. Секретарь приходит в девять часов.
Было два часа ночи. Мы поблагодарили гостеприимного дежурного и завалились спать.
Нетрудно представить себе удивление секретаря горкома, когда в своем кабинете он увидел четырех спящих мужиков! Я проснулся, когда дежурный что-то быстро объяснял секретарю по-литовски, указывая на нас. После этого состоялось наше знакомство. Секретарь горкома поручил нас секретарю по промышленности, и после завтрака мы поехали на предприятия. Вечером за нами прислали маленький автобус, и мы, выступив на двух заводах, выехали в Клайпеду, так и не увидев в тумане Шауляя.
В Клайпеде было веселее: несмотря на девять часов вечера, было светло (приближались белые ночи), по идеально чистым улицам прогуливались наши и иностранные моряки, море казалось ласковым и теплым. Но насчет тепла мы ошиблись: подойдя поближе к воде, увидели, что по волнам плавают льдины. Потом, в воскресенье, нам показали отличные пляжи, окаймленные сосновым лесом, и сказали, что здесь купаются только в июле. Сурово Балтийское море! Весь лес, состоящий из прямых высоких сосен, рос под углом в сторону от моря - склонили его так постоянно дующие северо-западные ветры.
Надо сказать, что на всех наших выступлениях неизменно присутствовали корреспонденты газет, выходящих на русском и литовском языках. Газеты "Коммунарас Тиеса", "Советская Клайпеда", "Советская Литва" поместили фотографии, снятые во время нашей работы на заводах, и сопроводили их словами благодарности за оказанную техническую помощь. Польская газета "Червона Штандарт" в номере от 3 июня 1962 г. тоже поместила обзор технических новинок, которые мы демонстрировали на литовских заводах. По-видимому, корреспондент этой газеты также присутствовал на каком-то из наших выступлений.
В творческих поездках мы не только знакомили рабочих и инженеров со своими изобретениями, но и сами всегда увозили с собой какое-нибудь новшество, созданное местными специалистами и нужное на московских заводах. Так было и в Литве.
На заводе счетных машин в Вильнюсе мы познакомились с молодым изобретателем-фрезеровщиком Станиславом Дима. Его сборная фреза с рифлеными твердосплавными пластинками, несомненно, представляла интерес не только для московских металлообрабатывающих заводов. По нашему мнению, она могла успешно конкурировать с фрезами Всесоюзного инструментального института, ученые которого много лет работали в этой области.
- Главный инженер нашего завода здорово помог мне с этой фрезой, - рассказал Станислав. - Когда мне отказали в выдаче авторского свидетельства, он, будучи в Москве, побывал в Институте патентной экспертизы, потом во ВНИИ инструмента и доказал новизну фрезы.
Все были приятно удивлены: в Москве мы не встречали главных инженеров, которые так заботились бы о творческих делах своего новатора. А тут вдруг такая активность!
Запомнилась встреча и знакомство с директором Вильнюсского университета технического творчества Клавдией Ивановной Манюшене. Подлинная энтузиастка технического прогресса своей республики, она много сделала для организации и успешной работы этого университета - довольно редкого высшего учебного заведения такого профиля. Шефом университета был промышленный отдел горкома партии. Слушатели университета - квалифицированные рабочие со средним образованием, техники, инженеры, конструкторы и технологи вильнюсских заводов. Все учащиеся были разбиты на группы по профессиям.
Лекторами были ученые, инженеры и изобретатели. Благодаря этому слушатели каждой группы были все время в курсе последних достижений в области своей профессии. Это до некоторой степени поднимало общий уровень технической культуры на заводах, где они работали. Занятия были вечерние, два раза в неделю и посещались очень охотно.
- Прочитайте у нас цикл лекций на отделении нового инструмента, - попросила Манюшене.
Но мы были лишены такой возможности - срок командировки кончался.
- Тогда мы вас вызовем на будущий год, - сказала Клавдия Ивановна.
Действительно, в 1964 г. я снова был вызван в Вильнюс, и мне довелось читать лекции в их университете.
Из других творческих поездок по стране первой половины шестидесятых годов запомнилась командировка на родину Владимира Ильича Ленина, в Ульяновск.
Творческая бригада Московского совета новаторов состояла из четырех человек: Владимир Васильевич Веденеев - токарь с завода "Красный пролетарий", инженер Александр Кузьмич Сорокин - с завода "Электросталь", инструктор передовых методов труда, токарь Футорманов Леонид Вениаминович и я. Командированы мы были на семь дней, но руководство местного совнархоза связалось с Москвой и попросило оставить нас еще на три дня.
Из многих заводов, которые мы посетили, особенно запомнились три: Ульяновский автозавод (УАЗ), завод имени Володарского и завод "Контактор".
Конечно, Ульяновский автозавод - не ГАЗ и не ЗИЛ, но это большой, образцово построенный завод, который выпускает множество вездеходов - "козлов", как их называют в колхозах, микроавтобусов, которые широко используются как маршрутные такси.
Завод молодой, но уже имеет своих больших специалистов и новаторов. В механическом цехе один местный токарь-новатор показал нам, как он за 4 минуты нарезает резьбу на довольно длинных ходовых винтах. Используя созданный им специальный твердосплавный люнет, он работает на скорости 1100 оборотов в минуту. При такой бешеной скорости винт, конечно, сильно нагревается и не может иметь такой высокой точности, к которой привыкли мы, инструментальщики. Но там, где особенно большая точность не нужна, метод работы ульяновского новатора, безусловно, вне конкуренции по своей производительности.
На заводе имени Володарского изготовляют точные прецизионные станки, для них нужны ходовые винты с весьма точной резьбой. И тамошние токари-новаторы решили задачу нарезки винтов совсем по-другому. Они создали несложное устройство со вторым верхним суппортом, расположенным за осью центров станка. На этом суппорте устанавливается второй резьбовой резец с полуавтоматической подачей, который продолжает нарезку резьбы на винте во время обратного (холостого) хода. Обычно половина рабочего времени токаря-резьбовика затрачивается на обратное (холостое) движение суппорта в исходную позицию. У новаторов завода имени Володарского этих потерь нет: у их станков оба хода рабочие! Установкой своего несложного устройства они повысили производительность труда на ответственной токарной работе ровно в 2 раза, причем от токаря это не потребовало никаких дополнительных усилий.
Нам особенно понравилось, что так работали не на одном станке, не один только автор новшества, а буквально на всех станках, нарезающих резьбу на винтах различной длины и диаметра. А на станкостроительном заводе таких деталей требуется достаточно много.
Мне не раз приходилось наблюдать, как внедряется то или иное предложение новатора на некоторых московских заводах-гигантах, скажем, на ЗИЛе. Осуществив предложение на одном станке, БРИЗ и ВОИР в своих журналах ставят галочку: "Внедрено"! Автору выплатят 10-20 рублей, и больше об этом предложении никто не вспомнит, оно считается "закрытым", а БРИЗ и ВОИР начинают поиск следующего предложения, чтобы поставить в журналах новую галочку.
А то, что предложение новатора может быть использовано на десятках станков с большим эффектом, это никого не интересует. В самом деле, кто этим будет заниматься? Автор? Нет, он внедрил свое новшество у себя на станке (причем, как правило, все сделал сам), и на этом кончается его забота, он не пойдет к соседу-станочнику навязывать свое новшество. БРИЗу завода тоже нет нужды распространять предложение новатора на другие станки, так как уже зафиксировано, что предложение внедрено, а значит, к нему можно не возвращаться. ВОИР также отметил в своих сводках, что предложение новатора внедрено и что он получил за него свою десятку. НТО завода обычно занято большими проблемами в перспективе двухтысячного года, и такими мелочами, конечно, оно не занимается.
Вот когда вырисовывается роль заводского совета новаторов! Совет новаторов не будет считать новшество внедренным, если оно работает только на одном станке, когда может работать на двадцати. Совет новаторов на заводе настойчиво добивается массового внедрения предложения, если оно признано членами совета наивыгоднейшим по данной профессии или виду работы.
Так, на нашем заводе только усилиями энтузиастов из совета новаторов, а не БРИЗом, не ВОИРом и не НТО были внедрены на сотнях станков фреза Карасева, многогранные твердосплавные резцы, отрезной резец Евсеева и множество другого нового высокопроизводительного инструмента. Если бы не было совета новаторов на заводе, то фрезой Карасева так и работал бы один Постников, а резцом Евсеева - только сам Евсеев. А совет новаторов всячески добивался от администрации цеха изготовления того или иного инструмента или устройства не в одном экземпляре. Члены совета новаторов обучали многих рабочих правильно пользоваться новшеством, показывали, на каких режимах можно добиться от него наивысшей производительности.
Так и на заводе имени Володарского в Ульяновске. Только что созданный совет новаторов сразу оценил предложение одного из своих членов об использовании холостого хода станка при нарезке резьбы на винтах и не только добился оснащения этим приспособлением многих станков, но и обучил им пользоваться токарей-резьбовиков. В результате ликвидировано "узкое место", повышен заработок резьбовиков.
У завода Володарского в Ульяновске большое прошлое и интересная судьба. Основанный чуть ли не при Петре I как патронный завод, он находится в Заволжье, т.е. напротив основного города, на другом берегу Волги. Когда строили Куйбышевскую плотину и вода в Волге должна была подняться на 22 метра, все постройки и небольшие предприятия были перенесены на более высокое место, теперь там вырос второй Ульяновск. Однако переносить сильно разросшийся завод имени Володарского сочли нецелесообразным. Перед заполнением Куйбышевского моря завод окружили высокой дамбой. Сейчас завод, если смотреть с Венца, кажется расположенным на дне огромной чаши, а кругом него плещутся о дамбу волны Куйбышевского моря. Цехи находятся ниже уровня Волги. Но это никому не мешает: дамба надежно сдерживает напор волн. На заводе чистота и порядок, его территория покрыта зелеными насаждениями.
Еще один ульяновский завод - "Контактор". Это сравнительно небольшое предприятие, выпускающее электроприборы и электрооборудование. Во время нашего посещения это был первый в Ульяновске завод коммунистического труда.
Нас не удивили разложенные во всех цехах свежие газеты и журналы, около которых не было продавцов, а стояли металлические коробочки, в которые клали монеты, - такое бывало раньше и на московских заводах. Нас удивило другое: в цехах было много рабочих тумбочек и шкафов, но не было ни одного замка!
Меня всегда как-то обижало и смущало недоверие к своим товарищам, работающим рядом, от которых надо обязательно запирать свою тумбочку замком со сложным восьмиперым ключом. Какой же это завод коммунистического труда, если в его коллективе не доверяют своим же товарищам - ударникам коммунистического труда! А вот на родине Ильича рабочие завода решили: по-коммунистически работать - значит по-коммунистически и доверять друг другу! И сняли все замки со шкафов и тумбочек.
- Как это вы решились на такое дело? - спросили мы у председателя завкома, молодого черноглазого рабочего, одетого в синий комбинезон (председатель завкома там полуосвобожденный).
- А так решили на общем собрании большинством голосов, - ответил председатель. - Были, конечно, возражения, но в конце концов все признали, что это будет правильно. Решили так: если понадобится инструмент из тумбочки товарища, а того не будет в это время на заводе, то инструмент взять можно, но потом обязательно положить его на место. Следить за этим должны соседи, работающие рядом. Нечто вроде трамвая без кондуктора! - закончил председатель завкома.
По возвращении на свой завод я тоже снял со своих рабочих тумбочек замки, оставив запор только на ящике, где лежали алмазы и алмазный инструмент.
Хочется остановиться еще на одной творческой поездке, организованной Ленинградским райкомом партии во времена активной деятельности нашего районного совета новаторов.
Ленинградский район столицы издавна имеет договор о социалистическом соревновании с Московским районом Ленинграда, и, когда последний обратился в наш райком с просьбой разрешить членам совета поехать в Ленинград для обмена опытом, он одобрил эту командировку.
Поехали семь членов районного совета новаторов: секретарь совета Фурсова, слесарь Бабаев с 1-го приборостроительного, токарь Коптев с механического, мастер Мейланд, слесарь Белов с 2-го часового и с нашего завода токарь Иван Петрович Иванов и я. На этот раз нас отпустили без возражения.
Работники обоих райкомов отлично организовали эту поездку: ехали мы в купе экспресса Москва - Хельсинки, в Ленинграде удобно разместились в гостинице "Нева". Секретарь по промышленности Московского райкома Ленинграда в тот же день пригласил нас к себе и устроил встречу с членами Московского районного совета новаторов - рабочими заводов "Электросила", имени Егорова, "Ленкарз" и других крупнейших предприятий района. На следующий день начались наши выступления на заводах Ленинграда. Конечно, мы не собирались удивить ленинградских специалистов, но все же многие наши новшества были признаны оригинальными и нужными и были взяты на вооружение на заводах района.
В свою очередь, мы заимствовали у ленинградцев множество малых и больших усовершенствований, которые и по настоящее время с пользой применяются на заводах Ленинградского района столицы. Кроме того, мы учились у ленинградских товарищей организаторской работе в районном совете новаторов. На каждом предприятии района существовал заводской совет новаторов, были освобожденные инструктора передовых методов труда - квалифицированные рабочие-рационализаторы. На больших заводах, как, например, на "Электросиле", имени С.М. Кирова, было три освобожденных инструктора: по металлообработке, по электрике и по пластмассам. Эти же инструктора ведали всеми техническими делами заводских советов новаторов.
Видимо, их содержание с лихвой окупалось той пользой, которую давало внедрение передовых методов труда, и руководители предприятий, как нам сказали, охотно шли на эти расходы.
Наряду со многими рабочими-новаторами на заводах района мы познакомились также с рядом руководителей заводских служб - настоящих поборников новой техники, горячих энтузиастов новаторских дел.
На заводе "Ленкарз" (Ленинградский карбюраторный завод) нас встретил начальник бюро технической информации Абилевский. Как нам рассказывали новаторы, это по его инициативе был создан заводской совет новаторов. Он и теперь продолжает оставаться душой всего коллектива новаторов "Ленкарза".
Абилевский с большим вниманием и знанием дела ознакомился с работой всех наших новых инструментов и высказал свое мнение о каждом. Потом он предложил нам посмотреть усовершенствования, которые сделали новаторы на "Ленкарзе". Слушая его рассказ о местных новаторах, все чувствовали, что этот человек влюблен в своих новаторов и их славные творческие дела. Показывая завод, Абилевский провозился с нами целый день. Под конец он провел нас в заводской сад, который был весь в цвету (было начало июня), и рассказал много интересных эпизодов из истории своего родного завода.
На заводе "Электросила" нам показали музей истории этого гигантского предприятия, основанного в Петербурге еще в прошлом веке. В музее нас больше всего заинтересовали документы и экспонаты, повествующие о героических делах коллектива завода в суровую пору 900-дневной блокады Ленинграда в годы Отечественной войны.
* * *
На заводе имени Егорова нам показали не только современные типы железнодорожных вагонов, выпускаемых заводом, но и вагоны будущего, над которыми усиленно работают конструкторы и изобретатели. Была пора белых ночей. Солнце садилось в Финский залив в одиннадцать часов вечера, а в час ночи опять подымалось над горизонтом. Ленинград, прекрасный всегда, в это время особенно красив! Как зачарованные, мы бродили по набережным и мостам великого города почти все ночи напролет, а утром, невыспавшиеся, но бодрые, снова приходили в цех набираться мудрости у ленинградских специалистов и показывать в работе свои новшества.
Некоторые новые инструменты, привезенные токарем Иваном Петровичем Ивановым, слесарем Виктором Ивановичем Бабаевым и мной, и технологические процессы их изготовления заинтересовали заводы и других районов Ленинграда, узнавших о них очень просто: нас пригласили выступить по ленинградскому радио.
С помощью Московского райкома партии, чьими гостями мы были, удалось побывать на крупнейших заводах Ленинграда - Кировском, "Большевике", "Красном Октябре", Ленинградском металлическом имени XXII съезда партии. Мне было особенно интересно познакомиться с заводом "Красный Октябрь" на Выборгской стороне, где когда-то я начинал свою рабочую карьеру, где впервые увидел живого "короля" - токаря-лекальщика 8-го разряда. Как много пробежало времени с той поры, когда я только-только начинал познавать тайны токарного ремесла!
И вот этот крупнейший завод пригласил теперь меня оказать техническую помощь по части внедрения моего изобретения! Что же такое произошло? Ведь за это время я не стал ни академиком, ни профессором, ни даже инженером, почему же такое передовое предприятие заинтересовано в моей помощи? Все дело в том, что в нашей стране рабочие - ведущая сила.
С тех пор как я на нем работал, завод "Красный Октябрь" изменился, можно сказать, до неузнаваемости. Он стал еще больше и выпускал теперь сложнейшие машины.
В цехах приходилось обрабатывать много деталей с внутренней трапецеидальной резьбой, и моя метчик-протяжка здесь была очень нужна. Я, конечно, с радостью показал работу своего инструмента, ответил на все вопросы рабочих и инженеров. Никто меня, разумеется, не помнил, и я никому не говорил, что когда-то работал здесь. Только, прощаясь с начальником отдела научно- технической информации, организовавшим мое выступление, я сказал:
- А ведь я до войны работал в вашем тракторном цехе!
- Да ну? - удивился начальник ОНТИ. - А я думал, что вы коренной москвич.
* * *
...Завод "Большевик" находится на другом конце города, за последним мостом через Неву - мостом Володарского. Здесь я познакомился с другим известным новатором Ленинграда, лауреатом Государственной премии токарем Владимиром Никитичем Трутневым, который только что вернулся из Германской Демократической Республики, где показывал свои методы труда.

Лауреат Государственной премии токарь-новатор В.Н. Трутнев
показывает работу своего инструмента на заводе "Шлейфмашинверке" в г. Карл-Маркс-Штадте (ГДР).Владимир Никитич - токарь особенный. Он был почетным членом Научно-технического общества СССР, имеет три медали ВДНХ за разработанные им устройства для токарных станков. В то же время он остался простым питерским рабочим в самом лучшем смысле этого слова. Он умел одинаково хорошо объясняться и с представителем иностранной фирмы, и с хлеборобом из самой глухой деревни. Новаторы завода "Большевик" избрали его председателем заводского совета новаторов.
Постоянный поиск путей повышения производительности токарных станков привел Владимира Никитича Трутнева к созданию замечательного новшества. Как-то он сказал:
- Как ты думаешь, можно сейчас повысить производительность токарного станка на любой токарной работе хотя бы в полтора-два раза? Именно на любой, на каждой работе, а не на какой-нибудь отдельной операции?
- По-моему, это невозможно, - ответил я. - Сейчас из токарного станка выжато все, на что он способен, и в ближайшие годы, думается, принципиально ничего не изменится.
Трутнев улыбнулся:
- А вот и изменилось уже. В следующий твой приезд в Ленинград я кое-что покажу... Задача заключается в том, - говорил Владимир Никитич, - чтобы заставить станок вместо одной детали одновременно вытачивать две. Вот ты двигаешь ручками, вытачивая деталь сложной конфигурации, а тут же, на этом же станке, другой резец точит точно такую же деталь без всякого твоего участия, и она будет готова в то же мгновение, когда ты закончишь обработку своей основной детали. Понятно?
- Понятно, но... маловероятно, - с сомнением сказал я.
- Ну так вот что: такой станок уже есть, и я довожу его "до ума", скоро ты его увидишь!
С Владимиром Никитичем мы близко сошлись с первой встречи и остаемся друзьями по сей день. Это простой, замечательный человек, наделенный добрым русским юмором.
* * *
На Ленинградском металлическом заводе имени XXII съезда КПСС я познакомился еще с одним корифеем токарного искусства - Василием Михайловичем Бирюковым. Он работал инструктором передовых методов труда и одновременно был заместителем председателя секции токарей Ленинградского совета новаторов. Энергичный, быстрый, он все время находился в цехах завода, и найти его было довольно трудно. Василий Михайлович не ждал, что кто-то его позовет, - наметанным глазом он безошибочно определял, где "затирает" со станочными работами, и шел на помощь. Такого универсального специалиста и в то же время отличного педагога раньше я нигде не встречал.

В.М. Бирюков
На металлическом заводе, к нашему удивлению, наибольший успех выпал на долю не очень сложного инструмента, созданного московским слесарем Алексеем Ивановичем Беловым. Его новшество поражало прежде всего несуразностью названия: "оптический молоток". Каждый знает, что молоток - это орудие, с помощью которого забивают гвозди, разбивают вдребезги кирпич, стекло, куют железо и т.д. И вдруг... молоток с оптикой! Почему? Зачем? Оказалось, что такой молоток необходим на металлическом заводе, да и не только там, а всюду, где много разметочных работ.
"Оптический" молоток А.И. Белова
Точность и качество разметки зависят от того, насколько точно разметчик поставит острие керна на прочерченную на металле линию, и от точного удара молотком по керну. У всех разметчиков наблюдается одна и та же "диспропорция": чем дольше работает разметчик, тем точнее становится его удар по керну, но одновременно чем дальше, тем слабее зрение. Вот почему редко встретишь опытного разметчика без очков. Но зачастую и очки не помогают. Вот тогда-то и годится оптический молоток Белова. Посмотрев на острие керна через пятикратную лупу, даже не очень опытный разметчик поставит острие точно на размеченную линию. И тут же этим же молотком сделает короткий удар по керну. Следующая точка будет так же точно найдена под лупой где-нибудь на перекрестии двух прочерченных на металле линий, и снова быстрый удар "оптического молотка" накернит точку именно там, где надо, не отступив и на пять сотых миллиметра.
Лупа вмонтирована между толстыми резиновыми прокладками, поэтому даже сильные удары молотком не оказывают на нее никакого воздействия.
Сейчас молоток Белова можно встретить на многих заводах, он хорошо помогает разметчикам.
Командировка новаторов, организованная Ленинградским райкомом партии, была полезной и для нас, и для ленинградских специалистов. Кроме большого, чисто технического значения, она была особенно важна тем, что мы приобрели много новых друзей среди самого передового в стране отряда рабочего класса.
* * *
Здесь хочется рассказать еще об одной творческой поездке в Ленинград, правда не о своей, а другого столичного новатора - токаря московского завода "Торгмаш" Валентина Моисеева.
Поездка, как не раз бывало и прежде, состоялась "взамен" отпуска, путевку в дом отдыха пришлось сменить на командировочное удостоверение: ехать нужно не отдыхать, а работать, необходимо было помочь Ленинградскому заводу торгового машиностроения выполнить производственный план.
Для токаря Моисеева такое предложение не было неожиданным. Не раз, когда смежники из других городов задерживали комплектующие изделия, ссылаясь на нехватку станочников, руководство посылало на выручку Валентина, потому что было известно - он не подведет.
Сейчас часто бывает так: чтобы не сорвать план на московском заводе, специалист едет на временную работу в Ленинград, в Харьков, в Куйбышев... и наоборот. Вот что получается, если в стране не хватает высококвалифицированных рабочих рук. Это, конечно, не дело, и проблему нужно решать кардинально, как можно быстрее и эффективнее. Один из путей такого решения - повсеместное внедрение прогрессивной технологии и новаторских предложений.
Валентин Георгиевич Моисеев взял в Ленинград два чемодана. В одном, большом и легком, лежала его рабочая и выходная одежда, в другом, маленьком и тяжелом, - изобретенные им инструменты, которые он должен был показать ленинградским рабочим и инженерам. Утром, предъявив командировочное удостоверение, Валентин прежде всего прошелся по цехам, познакомился с обстановкой, а затем направился на прием к директору завода Е.Е. Кочергину. Разговор был коротким: токарь Моисеев предложил директору использовать его командировку для внедрения нового инструмента, а директор послал его к начальнику механического цеха, которому, дескать, виднее, что делать. Тот, в свою очередь, заявил, что ему нужны рабочие токари, а не новаторы и не экспериментаторы.
Правда, Моисееву все же удалось в содружестве со специалистами из ВНИИторгмаша (г. Москва) и Тульского политехнического института участвовать во внедрении новой технологии изготовления деталей цилиндров насоса, которая позволяет повысить производительность труда в 2-3 раза и в 5-6 раз сократить расход дефицитной нержавеющей стали, что при ежемесячной большой выработке этих деталей даст ощутимую экономию.
Всем известно ленинградское гостеприимство. Не обошло оно стороной и Моисеева (если исключить его встречу на заводе). Ему посчастливилось познакомиться в Ленинграде с замечательными мастерами своего дела, новаторами производства. Первое знакомство состоялось на металлическом заводе имени XXII съезда КПСС (ЛМЗ). Здесь 5 июня 1974 г. проводился "день новатора", и кроме Моисеева со своими приспособлениями выступал ленинградский токарь-новатор, лауреат Государственной премии Владимир Никитич Трутнев. А встречу организовал другой новатор, также лауреат Государственной премии - бывший токарь-скоростник, а теперь инструктор передовых методов труда ЛМЗ В.М. Бирюков. На этой встрече инструмент и выступление Моисеева понравились всем присутствующим, а через некоторое время (19 июня 1974 г.) в заводской газете "Турбостроитель" появилась статья: "Московский новатор у турбостроителей", которая иллюстрировалась фотоснимком всего его инструмента.
Незабываемая встреча произошла и на заводе "Вибратор". Здесь Моисеев познакомился с талантливым изобретателем - слесарем Николаем Ивановичем Васильевым, который имеет на заводе свою лабораторию и штат специалистов - рабочих, инженеров, воплощающих его идеи в металле.
А идеи у него очень интересные, нужные и ценные. Им создан целый комплекс вибрационных инструментов для различных отраслей нашего народного хозяйства. Сейчас он совершенствует свои электроприборы для массажа. Их у него также много: одни используются в бытовых условиях, другие - в лечебных, третьи - в спортивных учреждениях. Некоторые из его приборов изготовляются централизованным путем.
Во время демонстрации инструмента в лаборатории Н.И. Васильева Валентину пришлось быть участником интересной встречи: к Н.И. Васильеву приехали представители Комитета по физической культуре и спорту при Совете Министров СССР. Он продемонстрировал им в работе новый стационарный вибрационный аппарат для спортсменов, способный заменить высококвалифицированного массажиста, которых, как говорят, днем с огнем не сыщешь.
Николай Иванович предложил Валентину лечь на кушетку, изготовленную из оргстекла, быстро настроил свой аппарат на нужную амплитуду, частоту и поле действия автоматического массажиста. И, как рассказывал Моисеев, ощущение было настолько приятное, что трудно даже описать. "Это нужно испытать самому", - говорил он.
Есть у Васильева и вибромассажный полуавтомат для снятия утомления мышц после работы, который эффективен и как тонизирующее средство перед работой. Он может быть использован в цехах и вообще всюду, где человеку приходится долго стоять. Достаточно поставить ноги на коврик, на три минуты сесть на стул и включить этот полуавтомат - вся усталость ног пропадает. Н.И. Васильев - заслуженный изобретатель РСФСР, он автор 17 изобретений и сотен рационализаторских предложений. Н.И. Васильев очень хорошо принял молодого изобретателя. Он долго беседовал с Валентином Моисеевым у себя дома, а потом, на другой день, гостеприимно показывал ему красоты и достопримечательности Ленинграда. Они побывали на Кировских островах. С знаменитой "Стрелки" Елагина острова Валентин увидел незабываемый закат солнца над Финским заливом. Васильев водил его около разведенных мостов через Неву, побывали они и в Петродворце, где любовались величественными фонтанами, поднимались на Исаакиевский собор, откуда в ясную погоду виден финский берег. Моисеев был глубоко благодарен своему старшему товарищу по второй профессии.
Хочется рассказать еще об одном новаторе - Георгии Семеновиче Скрипченко. Он председатель совета новаторов ленинградского производственного объединения "Знамя труда". Если выражаться протокольным языком, то характеристика его будет выглядеть примерно так: Г.С. Скрипченко является активным пропагандистом передового производственного опыта, ведет настойчивую работу по пропаганде достижений ленинградских новаторов, сам выступает в Доме научно-технической пропаганды и непосредственно на предприятиях Ленинграда. Об этом человеке можно написать целую книгу. Сейчас ему 68 лет, из которых 50 он трудится на промышленных предприятиях, и 45 из них отдано активной творческой деятельности.
На его счету семь изобретений и более 100 рационализаторских предложений. Еще в 30-е годы изобретения Г.С. Скрипченко работали на пищеблоках теплоходов "Куйбышев", "Дагестан", "Азербайджанец", на хлебозаводах, в столовых.
Во время войны Г.С. Скрипченко весь свой талант и опыт вложил в дело укрепления Вооруженных Сил СССР. У Скрипченко хранится приказ войскам Закавказского фронта № 46 от 30 сентября 1943 г., в котором среди 16 лучших, отмеченных командованием изобретателей и рационализаторов, третьим в списке значится "старший сержант Скрипченко Г.С".
В то время им была изобретена "газопарообразовательная форсунка" для пищеблоков, полевых пекарен, бань, прачечных, а также "устройство для нефтяного отопления печей" и др.
После войны Скрипченко работал на Волгоградгидрострое, где его форсунка нашла широкое применение для просушки бетона и укладки асфальта. После выступления Моисеева на заводах производственного объединения "Знамя труда" Скрипченко показал опытный образец своей "парогенераторной установки", предназначенной для уничтожения сорняков на полях и обочинах дорог. Эта его новая работа, как записано в заключении компетентной комиссии, "по своей конструкции и назначению является крайне необходимым устройством, механизирующим трудоемкие процессы в сельском хозяйстве".
Помимо упомянутых выше заводов, Моисеев в свободное от основной работы время побывал, как лектор общества "Знание", и на других заводах: "Продмаше", ЛОМО, Опытном заводе средств автоматики и контроля, "Красногвардейце" и др. И везде его инструмент вызывал интерес у рабочих и ИТР.
Выступил он и как новатор. А произошло это так. В.Н. Трутнев, который сейчас является председателем совета новаторов Невского района, позвонил своему заместителю по общественной работе М.А. Гантваргеру, предложил ему организовать на их заводе "день новатора" и пригласить на него представителей со всех крупных заводов Невского района для того, чтобы показать им последние достижения районных новаторов и гостя Москвы - Моисеева, который сейчас работал на этом заводе. Тут Гантваргер немного растерялся, не зная, что же предпринять. Тогда Трутнев попросил пригласить к телефону Моисеева. Трутнев любезно попросил его принять участие в намечающемся мероприятии и поинтересовался, в какой день это удобнее сделать. Моисеев ответил, что сделать это можно в любое время на этой неделе, кроме четверга (в четверг у него было запланировано выступление на одном из заводов объединения "Знамя труда"). На следующей же неделе будет уже поздно, так как кончался срок его командировки. Моисеев добавил, что сомневается, захотят ли руководители "отрывать людей от работы". "На этот счет, - услышал он в трубку, - не беспокойтесь. Это мероприятие организуется по совету районного комитета партии. Так что все будет нормально". И действительно, "день новатора" был организован в пятницу и прошел на самом высоком уровне.
К двум часам дня в цех, где работал московский токарь, стали прибывать люди с других заводов. Вскоре появился и В.Н. Трутнев со своей двухколесной тележкой, на которой он возит свой тяжелый чемодан с приспособлениями. Он должен был первым подготовиться к выступлению, поэтому, поздоровавшись с Моисеевым, который заканчивал последнюю партию цилиндров насоса, попросил его "закругляться". Между прочим, о выступлении Моисеева в цехе, кроме начальника, никто и не знал. И когда Моисеев раньше времени стал убирать станок, многим рабочим это показалось чем-то ненормальным, так как обычно он прилежно работал от звонка до звонка.
Ровно в три часа дня, как и было запланировано организаторами, начался "день новатора". В цехе остановили оборудование, и все стали подходить к станку Трутнева. Он начал с демонстрации своего приспособления для автоматического отвода резца из зоны резания при нарезании резьбы в упор на высоких скоростях. Затем люди подошли к станку другого новатора (с экскаваторного завода), который показал, как можно точить "самоходом" квадраты и шестигранники на токарном станке. Когда дошла очередь до Моисеева, многие были удивлены: ведь все считали его "своим, обыкновенным парнем", а тут вдруг выясняется, что он новатор. У его станка быстро собрались не только рабочие и руководители завода, но и гости. Всем было интересно, что он скажет и покажет. А сказал он следующее:
"Известно, что на многих предприятиях в нашей стране не хватает рабочих рук, и то, что я сейчас нахожусь среди вас, также подтверждает это. Но, как нас учили в школе: от перемены мест слагаемых сумма не меняется. Значит, от того, что я оставил свой станок в Москве и работаю на вашем, государству пользы немного. Поэтому всем нам нужно искать новые пути эффективного использования оборудования. И одним из таких путей, как мне кажется, является применение быстропереналаживаемого инструмента и приспособлений при перезакреплении деталей и инструмента. Вот некоторые виды такого инструмента, созданного мною, мне и хотелось бы показать..."
После такого вступления начальник того цеха, которому нужны только рабочие, а не "экспериментаторы", немного покраснел, а остальные с нетерпением ждали, что будет дальше...
А дальше Моисеев показал и рассказал о своих знаменитых универсальных кулачках к токарному патрону, позволяющих заменить до 30 комплектов существующих; о простейшем по конструкции приспособлении для расточки кулачков, необходимом каждому токарю; об универсальных патронах "Мечта" и "Союз", предназначенных для удобного и надежного закрепления любого режущего инструмента на фрезерных и горизонтально-расточных станках (причем на перезакрепление инструмента затрачивается не более 10 секунд). Он продемонстрировал приспособление для безударного извлечения инструмента из переходных втулок, увеличивающее срок службы инструмента и повышающее культуру производства. Рассказал о сверлильно-фрезерном патроне "Спутник", по точности центрирования и надежности закрепления не уступающем цанговому патрону и позволяющем закреплять любой инструмент с цилиндрическим хвостовиком, а также прутковый материал. Этот патрон с успехом может использоваться на токарных, фрезерных, расточных, сверлильных, револьверных и других станках. Рассказал о расточных быстросменных головках "Советская", "Надежда", "Россия", которые раскрывают огромные возможности для сокращения вспомогательного времени. Далее он сказал, что можно было бы показать другой инструмент: патроны "Восток", "Восход", "Салют", приспособления для закрепления инструмента на токарном станке без применения подкладок, инструментальную тумбочку токаря-универсала.
Выступление Моисеева на этом заводе, впрочем, как и на всех других, прошло с большим успехом. После окончания показов всех выступающих и гостей пригласили в заводской красный уголок, где главный технолог Б.3. Котляр прокомментировал кинофильм о новой технологии изготовления цилиндров насоса, той самой технологии, в которой есть доля участия и московского токаря-новатора Моисеева.
Ленинградский совет новаторов продолжает свою напряженную работу.
По приглашению Хабаровского отделения общества "Знание" я и Михаил Григорьевич Пригожий провели свои очередные отпуска на Дальнем Востоке. Готовиться к этой поездке начали заранее - ведь нас приглашали не просто показать разные технические новинки, а с тем, чтобы помочь ликвидировать некоторые "узкие места" на дальневосточных заводах.
Так, в Комсомольск-на-Амуре вызывали меня для того, чтобы наладить применение метчиков-протяжек, которые там почему-то работали недостаточно хорошо. Судоремонтные заводы в Хабаровске и Советской Гавани просили помочь освоить накатывание внутренней резьбы. Были и другие "заказы".
У Пригожина - бывшего руководителя группы инженеров в Московском совете новаторов - были задания по ряду слесарных работ. Пять лет проработав в Совете новаторов, инженер Пригожий сам стал новатором, накопил большой опыт пропагандистской работы, два раза был участником Выставки достижений народного хозяйства и получил две бронзовые медали за свои творческие разработки.
Прилететь за 10 тысяч километров и не иметь в своих чемоданах чего-нибудь такого, что могло понадобиться на дальневосточных заводах, мы считали недопустимым, а на всю подготовку нам дали два месяца. Мы едва уложились в этот срок. Нам скопировали по нескольку экземпляров чертежей на наши новинки. Взяли по нескольку штук всех наших инструментов.
Затруднение заключалось в том, что вес наших чемоданов не должен был превышать 30 килограммов каждый - таков предел для пассажиров самолета ТУ-114. На аэровокзале из большого чемодана Пригожина пришлось вынуть универсальный фрезерный патрон Моисеева и положить его в авоську, которую Михаил Григорьевич взял с собой вместо сумки. А весила эта "сумочка" 12 килограммов. Мой маленький чемодан имел такой скромный вид, что при регистрации билетов служащий аэропорта сказал:
- А этот чемодан можете взять с собой.
- Да нет, я хотел бы его сдать, - настаивал я.
- Ну, как хотите, - сказал принимающий багаж товарищ и... не смог оторвать его от пола. (Как известно, удельный вес твердого сплава равен 15, а у меня было много твердосплавного инструмента.)
- Что у вас там? - удивленно спросил он.
- Золото, - ответил я.
Мой собеседник покачал головой и поставил чемоданчик на весы. Он весил 28 килограммов.
Комфортабельный лайнер ТУ-114 домчал нас до Хабаровска за восемь часов. Был август, в Хабаровске стояла 30-градусная жара. Шофер общества "Знание", который нас встречал, сказал:
- Мне поручено отвезти вас сперва на пляж, а потом уже в Общество.
Разница во времени давала себя знать, мы обливались потом и хотели спать. Поэтому мы оценили любезность наших хозяев и с удовольствием окунулись в Амур. Потом приходилось много раз купаться в Амуре, но первое знакомство с этой великой рекой особенно запомнилось.
Великолепный пляж с чистым шелковым песком, прозрачная вода, быстрое течение придали нам бодрости, и мы явились к руководителям Хабаровского общества "Знание" готовыми к выполнению любого задания. Руководители Общества - Александра Ивановна Омельчук и Мария Ивановна Мясковская - предложили нам план: сегодня же вечером выехать в Комсомольск, а оттуда в Советскую Гавань.
- В поезде вы отлично выспитесь и рано утром будете в Комсомольске, - напутствовала нас Мясковская. - Вас там встретят, я сейчас позвоню туда.
Маршрут был такой: один день - в Комсомольске, два дня - в Советской Гавани, один день - в порту Ванино и обратно в Хабаровск.
- Дальше план будет продолжен, смотря по обстоятельствам, - сказали нам руководители Общества.
Я задал только один вопрос:
- У вас был уже кто-нибудь из рабочих-новаторов Москвы, Ленинграда, Киева?
- Из Москвы к нам приезжают только лекторы на антирелигиозные и политические темы; рабочих-новаторов мы у себя не видели, - ответила Мария Ивановна.
Было ясно, что руководители Общества не уверены, хорошо ли нас примут на заводах и будут ли иметь успех такие необычные "лекторы". Поэтому они воздержались от составления плана на все 20 дней, которые были в нашем распоряжении. Мы уже привыкли к подобной осторожности и нисколько не обиделись на наших любезных хозяев.
Первое же выступление на заводах в Комсомольске-на-Амуре нарушило все планы Общества. Руководители отдела научно-технической информации, патентного бюро, отдела главного технолога и других служб завода к концу рабочего дня определили, что раньше чем через шесть дней они нас с завода не отпустят. Конечно, это было очень лестно, мы готовы были и дольше остаться в этом чудесном городе и на этом заводе, но надо было сроки согласовать с Обществом. Мы это и высказали принимавшим нас начальнику ОНТИ Борису Федоровичу Севастьяновичу и председателю заводского ВОИР Дмитрию Семеновичу Зацепину. Они заверили:
- Все будет сделано, наш завод пользуется известностью по всему краю, и нам никто не откажет в просьбе задержать вас.
О заводе имени Ленинского комсомола в Комсомольске-на-Амуре и его людях можно написать большую книгу, но я ограничусь несколькими замечаниями о рабочих и инженерах - новаторах этого предприятия.
Нас приятно поразило то, что здесь почти все квалифицированные рабочие были "думающими", у которых нам самим не грех поучиться необычным приемам труда, мастерству и изобретательности.
В то же время большой интерес, который проявляли рабочие и инженеры к нашим инструментам, показывал, что мы приехали сюда не зря. Все, что мы привезли, оказалось новым и нужным почти на всех заводах края.
Огромный завод производил хорошее впечатление. Весь он какой-то праздничный, просторный и нарядный. Все здания в зелени, от цеха до цеха ходят автобусы - так велики здесь расстояния и сами цехи.
Рабочий класс Комсомольска - это дети тех, кто 40 лет назад строил город. В те времена построить город в тайге, пользуясь самой примитивной техникой, было нелегким делом. Туда ехали только самые энергичные, мужественные люди. Моральные и физические качества, видимо, передались по наследству. Сильные, смелые и мужественные люди унаследовали от своих отцов и матерей рабочую сметку, трудолюбие и склонность к новаторству. В общем, мы попали как в родной дом.
Мне пришлось выступать в шести цехах, Пригожину - в семи. С метчиком-протяжкой вопрос был решен в один день. Оказалось, что здесь, на Дальнем Востоке, моим инструментом начали работать раньше, чем в Москве. Еще в 1960 г., как только информация о нем была помещена в "Экономической газете", на заводе сами изготовили метчики-протяжки нескольких размеров и начали ими "тянуть" резьбу. Но ассортимент гаек увеличивался и усложнялся, появились длинные гайки, которые нарезать резцом было просто невозможно, а метчики-протяжки тоже не "тянули" такую резьбу; появились гайки с многозаходной резьбой. У нашего завода был уже порядочный опыт по изготовлению самых разнообразных метчиков-протяжек, а я набил руку на их проектировании и расчетах. Поэтому, когда я показал, как работают метчики-протяжки, изготовленные на нашем заводе, всем стало ясно, чего именно не хватало местным инструментальщикам.
- Вот какие нам нужны метчики-протяжки, - сказал начальник инструментального цеха Поликарп Григорьевич Авилов, обращаясь к конструкторам, стоявшим у станка. - А вы как схватили в шестидесятом году первую конструкцию, так ни разу и не изменяли ее.
На другой день пришлось показать, как делаются мерительные цанги к цанговому нутромеру для измерения глубоких отверстий с точностью до 0,001 мм. Прибор оказался крайне необходим в механических цехах, выпускающих детали очень высокой точности.
Наибольший интерес вызвало накатывание внутренней резьбы. Дальневосточники были поражены простотой решения такой сложной проблемы. Пришлось оставить на заводе по одному накатнику разных размеров. Оборудование и высокая квалификация инструментальщиков позволяли быстро наладить производство этого нового инструмента.
Как-то ночью мне не спалось, и из головы не выходили мысли об этих накатниках. Почему-то все думалось: "Где-то я встречал уже нечто подобное на наших заводах..." И вдруг вспомнил: это было в Ленинграде, на заводе металлоконструкций! Отчетливо всплыла такая история.
Лучший кузнец завода - дядя Яша - сидел в раздумье, а перед ним, в еще большем раздумье, стоял мастер. Потребовалось нарезать много гаек с дюймовой резьбой на готовые болты, а дюймовых метчиков на заводе не было.
"Ну что ты ко мне-то пришел? - баском говорил дядя Яша. - Ты иди к токарям, это их дело".
"Да нет же! - сокрушался мастер. - Не могут токаря резцом резать каждую гайку. Вся надежда на тебя, дядя Яша!"
Дядя Яша встал.
"Ну ладно, давай свои гайки, - сказал он. - Да помоги ребятам перетащить горн к токарному станку".
Он порылся в ящике, где лежали болты, и выбрал экземпляр с самой высокой резьбой. "Давай!" - скомандовал он молотобойцу. Тот раздул горн и бросил в него с десяток гаек. Немного подождав, дядя Яша взял клещами раскаленную докрасна гайку и ловко вставил ее в кулачки токарного патрона. Токарь взял выбранный болт и зажал его в другой патрон, укрепленный в задней бабке. Патрон с раскаленной гайкой медленно вращался. Дядя Яша двинул заднюю бабку - и резьба болта легко вошла в гайку. Когда болт прошел насквозь, токарь дал станку обратный ход - и болт вышел из гайки. Внутри остывающей гайки явственно обозначалась резьбовая канавка.
Нарезав штук пять гаек, дядя Яша отдал клещи молотобойцу: "Теперь валяйте вдвоем, дальше без меня управитесь!" И пошел к себе, вытирая тряпкой руки.
Мастер схватил остывшую гайку и легко навернул ее на болт, взятый из ящика.
Кузнецы и молотобойцы стояли вокруг и улыбались. Эта картина явственно возникла в моей памяти. "Так вот когда я впервые увидел образование внутренней резьбы методом пластической деформации!" Только через 30 лет чешские инженеры развили эту идею и довели ее до совершенства. А тогда замечательный русский умелец кузнец дядя Яша даже и не подозревал о значении своей смелой выдумки.
Я почему-то был уверен, что накатывание внутренней резьбы быстро привьется на дальневосточных заводах: уж очень здесь цепко хватаются за все новое и прогрессивное в технике!
Моему партнеру Михаилу Григорьевичу Пригожину пришлось выступать не только в механических цехах, но и в сборочном. Когда он показал электропаяльник с автоматической подачей припоя, за него прямо-таки ухватились.
- Вот это здорово! - воскликнул один из электриков. - Теперь у меня одна рука будет свободна! Вот бы мне такой паяльник!
- Паяльник я вам оставить не смогу, - сказал Пригожин, - но чертежи на него дам. Он несложен, вы легко его сделаете.
Большой интерес вызвали также бесключевой патрон Антропова, универсальный фрезерный патрон Моисеева. Особенно заинтересовал миниатюрный вибрационный станок для изготовления твердосплавных клейм, созданный Иваном Ивановичем Чикаревым - слесарем московского завода "Фрезер". Этот станок делал любую букву или цифру на твердом сплаве за 40 секунд. А ведь самый лучший гравер не сделает даже обычное стальное клеймо и за 15 минут. Клейму из твердого сплава износа нет, им можно клеймить даже каленые детали. Было чему удивляться! В свою очередь, и мы познакомились с заводскими изобретателями и их изобретениями. Слесарь Кизуба показал свои новые очень удобные, оригинальные полупневматические- полумеханические тиски для слесарей. И самое главное: для того чтобы посмотреть тиски, не надо было идти к автору - такими тисками оснащены все слесарные верстаки во всех механических и ремонтных цехах и на участках.
Старший технолог инструментального цеха Фокин показал нам метод закалки мелких метчиков, при котором на метчиках не оставалось ни малейшей окалины.
В первый же день к нам подошла начальник заводского патентного бюро Юлия Васильевна Удотова и спросила номера авторских свидетельств на наши изобретения.
- Зачем это вам? - спросил я.
- А я уже вижу, что ваши новшества у нас будут внедрены, значит, вы нам очень поможете в выполнении
плана внедрения изобретений, - ответила Юлия Васильевна.- А какой же у вас план, скажем, на этот год? - заинтересовался я.
- 55 изобретений в год, - ответил стоявший тут же председатель заводского ВОИР Дмитрий Семенович
Зацепин.Мы были удивлены. Дело в том, что обычно заводы внедряли в год семь-восемь изобретений, и это считалось большим достижением, об этом везде трубили, как о большой победе на поприще изобретательства. А тут скромно, без шума внедряют в год 55 изобретений!
- Да как же это вам удается? - спросил я. - Вы не шутите?
- Да нет, все правильно, какие же шутки! - сказал Зацепин. И он раскрыл мне свой "секрет".
ВОИР пользуется на заводе большим уважением как руководителей, так и изобретателей и рационализаторов.
- Два года назад, - рассказал Зацепин, - мы посоветовались с главным инженером и решили один раз в квартал объявлять конкурс на изобретения, нужные заводу. Каждый работник, представивший материал об изобретении, применение которого будет полезно заводу, получает премию 40 рублей. Будет ли это изобретение его личное, найдет ли его на других заводах или в литературе, - все равно, важно только, чтобы оно было полезно для завода.
За два года у нас образовался большой коллектив изобретателей и патентоведов, которые систематически занимаются поисками полезных изобретений. Сейчас у нас большой запас изобретений, так что мы даже можем выбирать, что внедрять в этом году, а что в следующем. План в 55 изобретений выполняем уже третий год, - закончил свои пояснения председатель ВОИР.
Но и это еще не все. Нам довелось присутствовать на очередном вечере новаторов, которые на этом удивительном заводе устраиваются каждый квартал. На вечер приглашаются все новаторы завода, человек этак 400. В торжественной обстановке главный инженер и председатель ВОИР вручали ценные подарки рационализаторам, внесшим в этом квартале наиболее ценные предложения. Подарки были со спортивно-охотничьим уклоном: резиновые лодки, охотничьи ружья, подвесные лодочные моторы, спиннинги и тому подобные вещи. Все это, конечно, сверх обычного авторского вознаграждения за предложение.
Стоимость подарков была достаточно велика, но самым ценным было внимание руководителей завода, главного инженера к своим новаторам.
Теперь нам стало ясно, почему наш завод в Москве внедряет в год от силы восемь изобретений, а такой же по профилю, но меньший завод в Комсомольске-на-Амуре - 55.
Кроме того, нас пригласили выступить и на заводе "Амурсталь". Узнали там о нас очень просто: после первых же наших выступлений в газете "Дальневосточный Комсомольск" была помещена статья "Новаторы из Москвы", где хорошо отзывались о наших скромных достижениях.
Из Комсомольска мы должны были поездом выехать в Советскую Гавань на берег Тихого океана, где несколько заводов интересовались новыми инструментами. Было воскресенье, проводить нас собралось много новых друзей и... на поезд мы опоздали.
- Не унывайте, -успокоили нас, - в поезд вы все равно сядете.
Дело в том, что в Комсомольске не было моста через Амур и поезд на ту сторону перевозился на специальном пароме, для чего разбирался на три части и вагоны рядами устанавливались на палубе. На другом берегу поезд снова собирался и шел дальше обычным порядком. Процедура эта занимала часа два с половиной.
На машине общества "Знание" нас довезли до берега, посадили на катер, и мы обогнали паром с нашим поездом на середине Амура. На другом берегу мы заняли свои места в вагоне и завалились спать.
Утром поднялись рано, чтобы посмотреть на природу. Мы проезжали по хребту Сихотэ-Алинь. Дорога шла вдоль знаменитой целебной реки Тумнин. Пейзаж поражал своей первозданной красотой. Здесь все было почти так же, как описано у Арсеньева в его книге "Дерсу Узала". В реку Тумнин впадает множество горных источников, по своим целебным свойствам превосходящих, как уверяют, все известные воды Кавказа. Уже тогда, в 1966 г., здесь лечилось много больных, приехавших из разных городов страны и из стран социалистического лагеря. Лечатся здесь от гипертонии, от язвы желудка, от туберкулеза, от астмы, от кожных болезней и еще от многих недугов. Как нам рассказывали, лечение здесь было организовано очень примитивно, но все уезжали отсюда здоровыми.
Дело было "поставлено" так: на станции с названием Тумнин больных встречают на телегах местные жители - орочи. Умудренный долголетним опытом и чуть-чуть освоивший разные языки, старик возница расспрашивает по дороге о болезнях своего пассажира. По окончании пути "врач-извозчик" сообщает больному свое заключение: "Тебе надо будет три раза в день пить вот из такого-то источника, а утром и вечером купаться минут по десять в другом источнике. Через месяц твоей болезни не будет".
Больной благодарит старика, сует ему деньги, но он денег не берет: "Вот когда вылечишься и поедешь обратно, тогда - другое дело, можешь меня благодарить, а сейчас вот тебе палатка, источники тебе мой внук покажет, дрова рядом, живи, поправляйся, на нашей реке умирают редко".
О племени орочей и о целебных свойствах реки Тумнин нам рассказал уже в Совгавани начальник отдела новой техники судоремонтного завода Михаил Михайлович Пирко. Бывший секретарь Совгаванского горкома партии, много повидавший на своем веку, Михаил Михайлович долгое время страдал гипертонией, не дававшей ему работать. А человек он необычайно деятельный и деловой.
- Куда только не посылали меня лечиться! - рассказывал он нам. - И в Крым, и на Кавказ, и в Прибалтику, и в Закарпатье - ничего не помогало! А потом попал я на Тумнин к орочам, только один месяц там пожил, по
пил водички, покупался, и вот уже третий год работаю - и никаких давлений!Его рассказ о Тумнине был похож на легенду, но потом то же самое нам рассказали другие работники горкома партии Советской Гавани.
Советская Гавань лежит на берегу большой естественной бухты, глубоко врезавшейся в сушу. В настоящее время это быстро растущий город со своей промышленностью, с большим судоремонтным заводом.
Нас принял секретарь горкома по промышленности. Он вызвал секретарей парткомов двух местных заводов, чтобы наметить с ними план нашей работы в Советской Гавани. Поджидая их, секретарь познакомил с историей города, рассказал про орочей, про Тумнин и про другие дальневосточные достопримечательности. Он расспрашивал о Москве, о наших заводах. Тут же звонил по телефону на рыбные промыслы, на заводы по обработке рыбы (начинался ход кеты), давал кому-то советы, указания. Это был очень деятельный человек, могучего телосложения, быстрый в движениях, который не походил на кабинетного работника.
Нас удивил водопровод в Советской Гавани. Из крана текла какая-то необыкновенно чистая, холодная и чуть газированная вода. Она была такой вкусной, что ее хотелось не пить, а жевать.
- Почему у вас такая вкусная вода? - спросил Пригожин у администратора гостиницы, веселой черноволосой женщины. - А у нас водопровод из Тумнина, - ответила она.
Так мы целую неделю с удовольствием "лечились" целебной водой из знаменитой реки.
...Выступления и работа на заводах прошли успешно. И здесь появились новые друзья среди рабочих и инженеров. В механическом цехе судоремонтного завода большой успех имела прорезная фреза Чернова, поработать которой я предложил фрезеровщику, а сам занялся показом токарного инструмента. Большая часть рабочих и инженеров пошла за мной к токарному станку, но многие остались и около фрезеровщика. Через час от фрезерного станка донесся невероятный шум. Все кричали и поздравляли молодого фрезеровщика.
Что случилось? - спросил я.
- Да вот наш Коля выполнил за час двухдневное задание вашей фрезой, - сказал пожилой фрезеровщик.
Сам Коля стоял рядом и смущенно и радостно улыбался.
- Ну как, хорошая фреза? - спросил я.
- Очень хорошая, - ответил Коля, явно не собираясь снимать ее со станка.
- Ну, тогда возьми ее себе в подарок, - сказал я.
Подошел мастер и предложил Коле снять фрезу: - Давай ее мне, я закажу по ней в инструментальном цехе штук двадцать таких же.
- Не дам фрезу, - твердо заявил фрезеровщик.
Назревал конфликт.
- Я вам оставлю чертежи, и по ним вы сможете сделать такие же фрезы! - разрядил я накалявшуюся атмосферу.
- А фрезу оставьте Коле, он первый здесь ее освоил, пусть он и работает.
Не меньший успех имели накатники и метчик-протяжка.
На другом заводе мы подружились с рабочими экспериментального цеха. Здесь не было ни одного "просто рабочего" - каждый был или рационализатор, или изобретатель. Так уж, видимо, подбирались кадры в этом цехе.
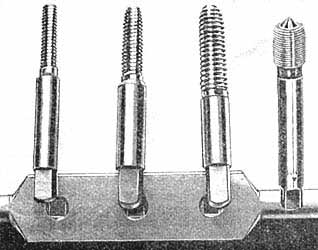
Накатники разных типов для образования внутренней резьбы
После демонстрации новшеств на станках мы посвятили еще целый день ознакомлению с изобретениями рабочих экспериментального цеха. В цехе чувствовался размах. Поскольку приказом директора здесь было запрещено выполнять какие бы то ни было производственные задания, кроме экспериментальных, в цехе делали не только новые инструменты и приспособления, но зачастую и очень сложные машины, созданные самими рабочими цеха. Запомнилась машина-"краб" слесаря Лапина. Ее появление было вызвано острой необходимостью в судоремонтном деле.
Проплавав несколько лет в океанской воде, корпусы кораблей покрываются толстым слоем коррозии и наростами из разных ракушек. Это снижает скорость корабля, а в дальнейшем ржавчина вообще может проесть корпус. Поэтому через каждые четыре-пять лет корабли становятся в док и с них счищают ржавчину. Делают это пневматической бормашинкой, в которую зажата металлическая круглая щетка.
Я видел уже, как это делается на соседнем заводе. Рабочий в противогазе и специальном пыленепроницаемом костюме висит в люльке, подтянутой к днищу судна, поднятого в сухом доке, и держит в руках пронзительно жужжащую пневматическую машинку с проволочной щеткой, вокруг него вьются красноватые клубы ржавой пыли. Работа настолько тяжелая и неприятная, что найти охотников на нее с каждым годом становится все труднее, несмотря на высокую оплату. Кроме того, очистка идет очень медленно, ведь поверхность бортов и днища океанского судна, находящаяся в воде, очень велика.
И вот слесарь Александр Лапин создал машину, которая освободила рабочих от тяжелого, изнурительного труда и раз в 15 ускорила этот трудоемкий процесс. Нам показали эту машину в действии.
Представьте себе квадратную раму со стороной в 2 метра. Под рамой расположено много быстро вращающихся проволочных щеток. Рама укреплена на особом металлическом тросе, по которому она ползает как живая. Машина сама, без участия рабочего, прижимается к корпусу судна, а управление ее движением происходит по кабелю, подвешенному к тросу. Рабочий теперь находится на расстоянии 30 метров от участка работы и оттуда управляет движением машины. Работать он может в чистой одежде, без противогаза, на него не попадает пыль, ржавчина, вьющаяся вокруг машины.
- Послушай, Александр Михайлович! - сказал я Лапину. - Да ведь это же чистое изобретение, насколько я понимаю. Ты подал заявку в Комитет изобретений?
Лапин, человек лет 35, добродушно улыбнулся и ответил:
- У нас уже подавали заявки некоторые товарищи, так через год получали отказ и больше не совались в этот
комитет. Так что, думаю, и у меня ничего не выйдет.Я как мог старался внушить Лапину веру в его детище и посоветовал начальнику отдела новой техники завода помочь составить заявку и послать в комитет.
В сравнительно небольшом городе Советская Гавань почти все жители знали друг друга. Через три дня после нашего приезда и выступлений на двух судоремонтных заводах с нами стали здороваться прохожие на улицах. Это объяснялось просто: почти все население города работало на этих двух заводах, а наши выступления в цехах не прошли незамеченными. В чужом городе, на другом конце земли, мы чувствовали себя как в родном доме. Хоть он и стоит за 10 тысяч километров от Москвы, там живут и работают наши замечательные советские люди, такие же, как в столице!
Наш отпуск кончался, а дальневосточники просили выступить еще на 10 или 12 заводах. Председатель Хабаровского отделения общества "Знание" Анна Александровна Омельчук, женщина очень энергичная и быстрая в делах, как, впрочем, и все на Дальнем Востоке, спросила у нас телефоны наших директоров и заявила, что она договорится с ними о продлении отпуска.
...И вот мы снова в Хабаровске. Анна Александровна Омельчук разговаривала по телефону с директорами наших заводов, и те согласились увеличить срок нашего отпуска еще на 10 дней. За это время надо было поработать на заводах "Дальдизель", "Энергомаш", заводе станков-автоматов и некоторых других. Оказалось, что наши новшества нужны каждому заводу и всюду просили оставить наши новые инструменты.
- Вам же легче будет добираться домой!
В конце концов мы решили оставить все инструменты в обществе "Знание" с письменным указанием, какому заводу, по нашему мнению, целесообразнее передать ту или иную новинку.
На судостроительном заводе мне поставили конкретную задачу: нарезать резьбу в деталях из антимагнитной стали. Меня подвели к токарному станку, на котором в поковках сверлили отверстия диаметром миллиметров двенадцать. Сверлили с перебором, на малых оборотах. Стружка тянулась толстая и вязкая, как свинцовая.
- Неужели нельзя увеличить скорость? - спросил я.
- Попробуйте, -усмехнулся мастер.
Я поставил рычаги на станке на 600 оборотов в минуту и попробовал сам просверлить гайку. Сверло сразу посинело и затупилось. Материал детали был какой-то вязкий и в то же время очень крепкий, съедающий режущие грани сверла моментально.
- Это еще полдела, - сказал мастер, - просверлить-то мы его как-нибудь просверлим, а вот как в нем резьбу нарезать - это уже проблема!
И действительно: когда токарь стал на самых малых оборотах нарезать резьбу, метчик заскрипел и его заело так, что все попытки вывернуть инструмент из детали кончились тем, что метчик сломался.
- Вот что, - сказал я мастеру, - сверлите гайки сверлом на полмиллиметра больше, чем сверлили до сих
пор, а я сделаю вам резьбу накатником.Я почему-то чувствовал, что этот материал словно специально создан для накатывания, а не для нарезания.
И в самом деле, накатник вошел в деталь легко и так же легко вывернулся из нее, резьба получилась чистая и блестящая. Мастер недоверчиво повертел в руках готовую деталь и сказал:
- А ну-ка, нарежьте еще!
Я повторил операцию. После третьей гайки токарь попросил:
- Дайте, я сам.
У него получилось так же хорошо. Рабочие и инженеры, окружавшие станок, стояли молча, разглядывали резьбу, словно впервые ее видели. Наконец начальник технического отдела цеха сказал:
- Замечательно! У вас есть чертежи на этот инструмент?
Я ответил, что есть и что могу их оставить. Так была решена "гиблая" проблема, портившая кровь работникам завода.
На другом предприятии мне показали латунную гайку длиной 250 мм, с двухзаходной резьбой 40 X 2 X 8, внутренний диаметр гайки - 32 мм, глубокая трапецеидальная резьба - все это делало работу крайне трудоемкой.
- Как ускорить эту операцию? - спросили заводские специалисты.
- А какая норма на эту деталь?
- Норма - семь часов.
- Устроит вас, если будете делать ее за семь минут? - спросил я.
Кругом недоверчиво засмеялись. Тут же в цехе я начертил эскиз метчика-протяжки длиной 600 мм, с тремя узкими секциями, с заборными конусами на каждой секции. Я знал, что три-четыре зуба на каждой секции легко пройдут сквозь латунную деталь даже такой длины. На заводе был сильный инструментальный цех, и изготовление инструмента не было для него затруднительным делом. Впоследствии мне написали, что метчик-протяжка была изготовлена и что сквозь деталь она проходит не за семь минут, а за пять. Качество резьбы - отличное.
* * *
Хабаровск - столица Дальнего Востока - необыкновенно чистый и красивый город, весь засаженный цветами, по вечерам воздух напоен их ароматом. Гранитная набережная Амура, со специальным спуском для рыболовов, очень красива. Хабаровский стадион мало чем уступает московским Лужникам, но гораздо красивее, так как весь утопает в цветах.
Об удивительной чистоте города говорит, по-моему, и такой факт. Во время нашего пребывания в Хабаровске туда приехала делегация муниципалитетов ряда японских городов. Приехала учиться чистоте. Известно, что японские города славятся своей чистотой. И все-таки повидать настоящую чистоту японцы приехали в наш Хабаровск.
До сих пор я не теряю связи с моими новыми друзьями с Дальнего Востока. Ко мне приезжали уже Дмитрий Семенович Зацепин из Комсомольска-на-Амуре, Александр Михайлович Лапин - слесарь-изобретатель с судоремонтного завода из Советской Гавани. Мы переписываемся с работниками Хабаровского отделения общества "Знание" и со многими специалистами хабаровских заводов.
...Вылетели мы из Хабаровска в пять часов вечера, а в шесть часов вечера... были уже в Москве! Время летело вместе с нами по нашей необъятной Родине.
Как-то весной 1966 г. во Всесоюзном инструментальном институте меня познакомили с пожилым товарищем.
- Левин, - представился он, - начальник отдела инструмента Балтийского судоремонтного завода в Таллине. У нас к вам просьба. Мы обратились в ВНИИИ с просьбой спроектировать несколько метчиков-протяжек, но там отказываются это сделать без автора. Посоветовали обратиться к вам.
- Автору виднее, у него больше опыта, - сказал начальник лаборатории А.В. Акимов.
Просмотрев чертежи деталей, для которых понадобились протяжки, я понял, почему ВНИИИ отказался проектировать их: ни под какую нормаль они не подходили. Большинство деталей имели внутреннюю двух-, трех- и четырехзаходную резьбу, гайки все были длинные. Работники института просто побаивались брать на себя ответственность за такой сложный инструмент и охотно передали это дело мне.
На первые пять размеров я спроектировал протяжки в течение трех дней, и Левин увез чертежи на Свердловский инструментальный завод, где по ним и сделали инструменты.
Но с освоением их у балтийцев что-то не ладилось, и по просьбе директора Балтийского завода мне пришлось поехать в Таллин.
...Балтийский завод в Таллине - одно из старейших предприятий. В Таллине вообще много старинных заводов. Так, Таллинский судоремонтный завод, находящийся неподалеку от Балтийского завода, был основан еще царем Петром I как мастерские для ремонта парусных судов. Завод постепенно разросся и стал крупнейшим судоремонтным предприятием на Балтике.
Задача у меня была такая: испытать и "довести до ума" многозаходные метчики-протяжки, изготовленные по моим чертежам на Свердловском инструментальном заводе. У СИЗа еще не было опыта изготовления многозаходиых метчиков-протяжек, и получались они невысокого качества. Протяжки трех размеров я забраковал сразу, инструмент двух размеров требовал доработки, которую я решил выполнить своими силами в здешнем инструментальном цехе.
Все это я определил в первый же день. На другой день с утра поехал на завод. Пока точили заготовки для испытаний метчиков-протяжек, заместитель начальника инструментального отдела Каневский показал мне завод и рассказал много интересного из его истории.
Место для завода выбрано очень удачно - на длинном нешироком мысе, далеко вдавшемся в море. По обеим сторонам мыса большие доки для судов, а посредине различные цехи. Весь завод утопает в зелени. Во всех проходах и проездах такая чистота, точно на Красной площади перед парадом. Везде множество цветов. На газонах работали полуавтоматические поливально-распылительные устройства конструкции местных рационализаторов. Посредине заводского двора большой пруд с пресной водой, в котором множество карпов - их специально разводят для заводской столовой. Кормят карпов отходами из этой же столовой.
Каждое утро директор Н.В. Кормилицын обходил всю территорию завода и проверял чистоту на дорогах, порядок на клумбах и на участках посадок фруктовых деревьев. Ежедневный обход всех цехов, стапелей и доков занимал у директора два часа, только в десять часов утра он появлялся у себя в кабинете и начинал повседневную работу.
Каневский рассказал, что недавно директор Н.В. Кормилицын был в Японии, где изучал японские методы постройки и ремонта судов. Он поехал туда как простой механик. Три месяца он работал вместе с японскими матросами и рабочими-судостроителями на верфи в Иокогаме. У японских кораблестроителей он узнал много таких тонкостей в работе, которых никогда бы не увидел, если бы приехал как директор. Николай Васильевич Кормилицын по возвращении в Таллин собрал своих сотрудников и рассказал им много нового и полезного из японского опыта.
Мне очень понравились механические цехи. На большинстве заводов механические цехи - это довольно темные и мрачные помещения, пропахшие маслом и эмульсией. Цехи Балтийского завода - полная противоположность этому. Высокие, как готический собор, просторные, с окнами во всю стену, цехи создают какое-то особое, приподнятое настроение, в них просто приятно работать. Редко поставленные станки оставляют много места для прохода, в раскрытые окна врывается шум морского прибоя, свежий ветерок с моря приносит прохладу и запах водорослей. Я трижды был на Балтийском заводе и каждый раз - летом. И меня всегда охватывало какое-то радостное чувство, когда приходилось работать в таком цехе. Работают в Эстонии не торопясь, все делают очень тщательно и добротно.
Два размера метчиков-протяжек я отработал за два дня. Одновременно обучил молодого токаря Яна работать этим инструментом, и он в течение нескольких часов отлично изготовил сотню гаек, которые резцом пришлось бы нарезать целый месяц.
На третий день моей работы на завод приехал секретарь горкома партии по промышленности. Приехал, конечно, по другим делам, но поинтересовался и тем, как идет работа у вызванного из Москвы изобретателя. Он вошел в цех, когда Ян уже самостоятельно нарезал многозаходную резьбу новым инструментом. Меня познакомили с секретарем горкома, и он спросил, как у меня идут дела.
- Все нормально, новым инструментом уже работает ваш токарь, мне вроде больше здесь делать нечего, - ответил я.
- Вам надо будет побывать на заводах "Двигатель", "Пунане-РЭТ", "Ильмаринэ" и еще на нескольких предприятиях. А есть у вас еще какие-нибудь новые инструменты?
Меня удивило, что секретарь горкома интересуется чисто техническими новшествами, разбирается в инструменте и заботится о том, чтобы мои протяжки были внедрены на заводах Таллина. Он отлично знал производство всех заводов и сразу сказал, на каком заводе какой инструмент следует показывать.
На заводах "Двигатель" и "Пунане-РЭТ" были очень нужны накатники для внутренней резьбы. Посмотрев этот инструмент в работе, специалисты-инструментальщики прямо-таки загорелись желанием изготовить накатники. Впоследствии инструментальщики завода "Двигатель" превзошли в этом деле даже авторов патента. Эллиптические давящие выступы на резьбе накатника они делали не прямыми, как у запатентованных, а спиральными, с весьма крутой спиралью. Это позволило значительно легче и лучше выдавливать внутреннюю резьбу в деталях из нержавеющих сталей и титана.
На заводе "Двигатель" я познакомился с председателем Таллинского совета новаторов П.В. Курчавым. После работы Павел Васильевич повез меня купаться на лучший пляж, который называется "Пирита". Пляж очень хороший, но слишком многолюдный.
После купания я повесил свои плавки на лавочку сушиться, а уходя... забыл их. Спохватился только тогда, когда отъехали от пляжа километров десять и были уже в городе.
- Завтра поедем вечером купаться и возьмем их, - успокоил меня Курчавый.
- Что ж, они так и будут висеть там все это время? - удивился я.
- Ну да, кто же их возьмет!
На другой день, часов в семь вечера, мы снова приехали на "Пириту". Отыскали свою скамейку. На ней сидела компания молодых людей и весело чему-то смеялась. На спинке скамейки, на том же месте, где я их повесил, висели мои плавки...
П.В. Курчавый неплохо вел дела городского Совета новаторов. В просторном помещении Совета новаторов было собрано множество новинок, разработанных таллинскими рабочими и инженерами. И эти новинки не лежали там, как музейные экспонаты, а все время улучшались, модернизировались и испытывались авторами и членами различных секций. Председатель тоже имел свои творческие разработки. Так, его резец-сверло имел куда лучшие эксплуатационные качества, чем аналогичный инструмент, разработанный во Всесоюзном инструментальном институте.
Мои выступления на заводах "Вольта", "Ильмаринэ", "Пунане-РЭТ" и других предприятиях прошли с успехом, и хочется думать, что кое-чем я сумел помочь специалистам этих заводов в освоении новых видов инструмента.
...Новые друзья показали мне достопримечательности своего города. Особенно красив старый Таллин с его узенькими кривыми улочками между мрачноватых зданий в готическом стиле, с крепостными стенами и круглыми башнями. Одна большая башня называется "Толстая Маргарита". Герб Таллина - "Старый Томас" - изображение старого моряка в шляпе, с трубкой в зубах и с развевающимся флагом в руках.
Железное изображение "Старого Томаса" установлено на остроконечной крыше бывшей городской ратуши - самого высокого здания старого Ревеля. Сделано оно так же, как ангел на шпиле Петропавловской крепости в Ленинграде, т.е. "Старый Томас" поворачивается и указывает своим флагом направление ветра.
Многим домам в городе по 200 и больше лет, но стоят они крепко и, по-видимому, не нуждаются в ремонте. Сделаны они из прямоугольных брусков гранита, соединенных между собой свинцом. Так строители при Петре I строили, что называется, навечно.
В ясную тихую погоду на горизонте за морем видна полоска финского берега. С Финляндией у нас самые дружественные отношения.
...Мое общее впечатление о таллинских заводах: везде очень живо интересуются всем новым и прогрессивным в технике, настойчиво выискивают и стремятся внедрить как можно больше изобретений, и, что, по-моему, самое главное, интересуются этим не только рабочие-специалисты, но и большинство руководителей предприятий.
В Эстонии введено звание "Заслуженный рабочий". У проходной Балтийского завода целая галерея больших портретов лучших станочников и слесарей - кораблестроителей, отдавших много лет жизни и труда родному заводу. Под каждым подпись: "Заслуженный токарь завода" или "Заслуженный фрезеровщик завода".
Перед отъездом из Таллина меня пригласил к себе заведующий промышленным отделом ЦК компартии Эстонии Борис Михайлович Карчёмкин. Он попросил захватить с собой мои инструменты.
Мне не раз приходилось встречаться с партийными руководителями и в Москве, и в других городах. Но впервые работник Центрального комитета партии интересовался моими "железками". Это меня и удивило и порадовало.
- Я по специальности химик, - сказал в беседе Борис Михайлович, - но меня интересуют любые изобретения, даже те, в которых я мало понимаю.
Заведующий промышленным отделом подробно расспрашивал об изобретательских делах, о трудностях при получении авторских свидетельств, о тяготах внедрения нового на заводах. Чувствовалось, что он отлично понимает новатора со всеми его заботами и нуждами.
- Вы спрашиваете, почему я разбираюсь в изобретательских делах? - спросил он меня на прощание. - У меня самого три авторских свидетельства на изобретения.
Стало понятно, почему в республике уделяется такое большое внимание внедрению новой техники и изобретателям: будучи сам изобретателем, руководитель промышленного отдела ЦК задает тон в этом деле. Не случайно Б. М. Карчёмкин впоследствии был назначен заведующим отделом науки и техники Совета министров Эстонской ССР.
В заключение Карчёмкин познакомил меня с первым секретарем ЦК компартии Эстонии, и на этом мой визит закончился.
Я и теперь не порываю связи с Балтийским заводом в Таллине и по мере сил с удовольствием помогаю, чем могу, по части внедрения нового.
"УКАЗАННЫЙ СПОСОБ НЕОСУЩЕСТВИМ..."
Другая постоянная творческая дружба установилась у меня с Киевом. Со столицей Украины меня связывала работа над четвертым изобретением.
Суть этого изобретения в следующем. Я хорошо освоил и отработал, насколько это было возможно, производство резьбовых твердосплавных колец. Но ведь надо было выпускать не только кольца, но и резьбовые пробки из твердого сплава. С калибрами-пробками мелких шагов - 0,5-1,0-1,5 мм - особых затруднений не было. Их можно нарезать "по целому" на заготовке из спеченного твердого сплава алмазным резьбошлифовальным кругом.
Ну а как быть с резьбами шага 2,5 мм и более? Как быть с ходовыми размерами трапецеидальной резьбы, такими, как 18 X 4, 36 X 6 и крупнее? "По целому" алмазным кругом их не нарежешь, даже если на это потратить целую неделю. Значит, надо опять обратиться к пластификату - нарезать в сыром виде, потом спечь и отшлифовать окончательно. Вроде все просто. Однако при попытке нарезать наружную резьбу резцом пластификат сразу разрушался, особенно при входе и выходе резца. Очевидно, при нарезке внутренней резьбы действовали благоприятные условия касания заготовки резцом под малым острым углом, а при наружной нарезке врезание резца шло под невыгодным большим тупым углом, что и приводило к выкрашиванию резьбы. Как я ни бился, так ничего у меня и не вышло с резьбами крупных шагов.
Пришлось обратиться к моему другу - резьбошлифовщику Михаилу Власьевичу Давыдову.
- А что, если нарезать резьбу на пластификате простым абразивным кругом у тебя на станке? - спросил я его.
- Попробовать можно, но, думаю, круг-то сразу засалится пластификатом и перестанет резать, - сказал Давыдов.
Все же мы попробовали. Действительно, одну нитку абразивный круг прорезал очень хорошо, а потом вдруг зажужжал, и заготовка развалилась.
- Надо очищать круг от налипающего пластификата, - сказал Михаил Власьевич.
Он подставил под вращающийся круг обыкновенную волосяную щетку. Стало лучше, но, не дойдя до половины калибра, круг опять зажужжал, и заготовка развалилась.
- Надо вращающуюся жесткую щетку, ну хотя бы из капрона, - сказал Давыдов.
Начались поиски таких щеток в хозяйственных магазинах, а когда они были найдены, возникла новая проблема - как установить такую щетку на станке, чтобы она вращалась самостоятельно.
В конце концов решение было найдено. Круглая капроновая щетка сажалась на вал отдельного мотора, укрепленного сзади станка на подушке, которая имела подающий винт и позволяла держать щетку в соприкосновении с вращающимся абразивным кругом.
Теперь щетка непрерывно выбивала частички пластификата из пор абразивного круга, он не терял своих режущих свойств и легко прорезал любую резьбу.
Вместе с Михаилом Власьевичем я подал заявку в Комитет по делам изобретений на "способ изготовления резьбовых калибров с наружной резьбой из твердого сплава". На этот раз заявка пошла от имени завода. Ее подписал заместитель главного инженера Николай Иванович Судьин.
Только через год мы получили категорический ответ от Института патентной экспертизы: "Указанный способ неосуществим, так как пластификат засаливает абразивный круг, и тот разрушает заготовку пластификата".
- Как же так, - дивились мы, - наука, головной институт (Киевский институт сверхтвердых материалов) говорит, что это неосуществимо, а мы, чудаки, делаем?
Я набрался смелости и пошел к директору Института патентной экспертизы, но прорваться к нему не удалось. К концу дня меня принял его заместитель Васильев.
Я показал ему копию нашей заявки и заключение института, изложил суть дела. Васильев все выслушал, а потом сказал:
Видите ли, товарищ Данилов, для нас заключение такого солидного учреждения, как Институт сверхтвердых материалов, - закон. Как они скажут, так и будет. Раз наука говорит, что это неосуществимо, значит, неосуществимо! - И он откинулся в кресле, довольно равнодушно глядя на меня.
Но как же неосуществимо, когда мы это делаем?! - взмолился я.
Васильев развел руками:
- Ничего не могу сделать.
Я чуть-чуть опешил: что тут можно возразить? И вдруг я вспомнил.
Вы читали что-нибудь об Эйнштейне, Борис Николаевич? - спросил я.
Вообще читал, - несколько удивленно ответил Васильев.
- Вы помните, что он ответил, когда у него спросили: как делается изобретение? Эйнштейн сказал: все знают, что это неосуществимо. И вот находится один невежда, который этого не знает. Вот он и делает изобретение!
Васильев с минуту раздумывал.
- Это интересно, - оживившись, сказал он, - в этом что-то есть. Я вам посоветую самому съездить в Киев, к директору Института сверхтвердых материалов Бакулю и рассказать ему про Эйнштейна.
Можно было, конечно, плюнуть на эту заявку. Такого мнения как раз и придерживался мой соавтор Давыдов. Я был тоже близок к такому решению. Но случилось неожиданное.
Меня и Алексея Михайловича Строева, ставшего начальником бюро цехового контроля, послали в командировку в Киев, в тот самый Институт сверхтвердых материалов для ознакомления с новыми алмазными инструментами, необходимыми нашему инструментальному цеху.
К Бакулю попасть было не просто. Ввиду обилия посетителей управделами директора Мишин назначал встречи только на второй-третий день.
Нам помогло то, что у меня было личное письмо к Бакулю от редактора журнала "Машиностроитель", который выпускал специальный номер, посвященный работам института. Когда я показал письмо, Мишин сразу куда-то ушел и, быстро вернувшись, сказал, что Бакуль нас примет через 20 минут.
Первая встреча с Бакулем прошла неудачно. Дело в том, что год назад наш завод купил у института большой алмазный резьбошлифовальный круг, который тогда был новостью. Мы им отлично работали. Институт не раз просил руководство нашего завода дать отзыв о круге, но никакого ответа не получил. Отзывы солидных заводов были необходимы для налаживания серийного производства алмазных резьбошлифовальных кругов. Теперь, когда мы приехали без официального отзыва, Бакуль просто рассердился на наш завод, а следовательно, и на нас. Когда я завел разговор о нашей заявке и о заключении его института, Бакуль довольно резко сказал:
- Все службы нашего института - наиболее совершенные в стране. То, что они говорят, так оно и есть, и никаких сомнений быть не может! Раз они говорят, что это неосуществимо, значит, этого сделать нельзя.
- Можно, я покажу на вашем оборудовании, как делается это "неосуществимое" дело? - попросил я.
Бакуль внимательно посмотрел на меня. И тут я, помня совет Васильева, рассказал ему про Эйнштейна. Бакулю чувство юмора было не чуждо. Он засмеялся и сказал:
- Подайте в комитет новую заявку, мы ее пересмотрим. - И, повернувшись к одному из начальников лабораторий, приказал: - Посмотрите, как он это делает, и покажите все, что есть у нас в этой области!
Институт сверхтвердых материалов поразил своим размахом. Множество крупных лабораторий, оснащенных самым современным оборудованием, как отечественным, так и зарубежным; высокие многоэтажные здания опытного завода, который только по названию опытный, а на самом деле - крупнейшее промышленное предприятие по производству алмазов, алмазного инструмента и всевозможных изделий из твердых сплавов; очень квалифицированные рабочие и сотрудники лабораторий. Здесь можно было пробыть год и каждый день набираться мудрости по части производства искусственных алмазов и изделий из них и из твердых сплавов. А у нас было всего четыре дня. Я все же успел еще встретиться с председателем Киевского совета новаторов Семинским, поговорить с Друзем, выступить на пяти заводах.
Изобретения токаря киевского завода "Красный экскаватор" Виталия Куприяновича Семинского заслуживают всяческого внимания. Его полуавтоматические устройства для обточки шаровых и конусных поверхностей, его новые типы высокопроизводительных фрез и резцов широко применяются на заводах не только Украины, но и в других республиках.
Второй раз я приехал в Киев в 1968 г. во время своего отпуска, с путевкой Всесоюзного общества "Знание". Украинское общество "Знание" и Киевский дом техники попросили меня выступить на 10 заводах. Но, кроме этого, у меня были еще две цели: вновь встретиться с В.Н. Бакулем и... половить рыбу на спиннинг в новом Киевском море, созданном в районе Вышгорода.
Профессор, доктор технических наук Валентин Николаевич Бакуль как раз справлял свой 60-летний юбилей. На этот юбилей был приглашен и главный редактор журнала "Машиностроитель" Е.М. Короленко. По каким-то причинам он не смог поехать и поручил мне, как члену редколлегии, передать Бакулю приветственный адрес и первый экземпляр (образец) журнала, где описываются новые работы Института сверхтвердых материалов.
Алмазы - это сейчас все для машиностроения! Наш журнал правильно делал, что широко пропагандировал работы головного института по этой отрасли, и Бакуль очень ценил журнал.
На этот раз я приехал во всеоружии. У меня уже было авторское свидетельство на твердосплавные кольца и было уже почти положительное решение патентной экспертизы о твердосплавных резьбовых калибрах-пробках. Я привез с собой много своих твердосплавных колец с резьбой разных размеров и профилей.
В алюминиевой обойме, анодированной в черный цвет, с яркой маркировкой, с высоким классом чистоты доводки резьбы, кольца имели красивый вид и радовали глаз специалиста.
Бакуль сидел в своем огромном кабинете в хорошем настроении. На лацкане его пиджака сияла новенькая Золотая Звезда Героя Социалистического Труда. После официальных поздравлений с днем рождения я выложил перед ним свои кольца. Ими заинтересовались и Бакуль, и все присутствующие. А здесь не было дилетантов, здесь все были специалисты и понимали, что это такое.
Где-нибудь описана технология изготовления ваших колец? - спросил Бакуль.
Вот в этой книжке, - сказал я и протянул ему 2-е издание своей книги.
Вот что, - сказал Бакуль, обращаясь к главному инженеру опытного завода, -сегодня вы покажете Борису Федоровичу возможности нашего завода для изготовления таких инструментов по его методу. А завтра в 11 часов соберем ученый совет института, чтобы обсудить это изобретение. Вас я попрошу, - обратился он ко мне, - оставить несколько колец для нашей республиканской выставки и для нашего магазина. А также, если можно, подарите мне вашу книгу.
Я написал на обложке самые теплые слова и отдал книгу и несколько колец Валентину Николаевичу.
На другой день на ученом совете мои способы изготовления твердосплавных резьбовых калибров (пробок и колец) были подвергнуты всесторонней критике учеными- специалистами по твердосплавному инструменту. Более квалифицированных оппонентов, думается, не сыщешь нигде! Однако мне удалось удачно ответить на все вопросы, и протокол ученого совета под председательством Бакуля был очень обнадеживающий. В частности, говорилось:
"Полностью одобрить способ, предложенный т. Даниловым, и считать целесообразным его внедрение в промышленность...После совещания Бакуль спросил меня:Просить т. Данилова принять участие в проведении испытаний способа и изготовлении опытных партий на нашем заводе...
Все расходы, связанные с проведением этой работы, институт берет на себя...
Просить директора завода командировать т. Данилова на две недели для осуществления этой работы".
- Довольны ли вы результатами совета?
- Я ожидал худшего, - ответил я.
- Вы - юморист, это хорошо. Без юмора изобретатель должен пропасть, столько на него сыплется напастей! Что вы теперь намерены делать у нас в Киеве?
- Поеду ловить щук на ваше Киевское море!
- Ни хвостика вам, ни чешуйки, - напутствовал меня этот замечательный ученый.
Уходя, я спросил у начальника лаборатории:
- Неужели все то, что записано в протоколе, будет
сделано?Конечно, - был ответ, - как сказал Бакуль, так и будет.
В Институте сверхтвердых материалов помимо совершенно новых для меня устройств и аппаратов удалось увидеть и настоящее "чудо": робот, делающий у всех на глазах алмазы буквально за несколько минут. Робот "похож" на человека: ходит, двигает руками, мигает, говорит очень внятно, правда несколько хрипловатым голосом, на четырех языках. Робот начинает показ создания алмазов - уверенно насыпает порошок графита в камеру высокого давления, сопровождая свои действия пояснениями на том языке, какой понимает аудитория.
Стоит вдуматься в такую ситуацию: веками лучшие умы человечества пытались создать искусственный алмаз, а тут "железный человек" - робот буднично печет алмазы из какого-то серого мягкого порошка!
"Разрешите представиться, - говорит робот, - первый в мире робот, делающий алмазы. В моей правой руке находится сейчас камера высокого давления. Смотрите, я кладу ее в рот и сжимаю своими челюстями, развивающими усилие в 100 тонн, и нагреваю камеру до температуры 1400 градусов. Внимание! Приступаю к синтезу алмаза. Создаю наивысшее давление в камере. Тяжелая работа. Сейчас мне пальца в рот не кладите. Так, еще одно усилие. Уф! Нужное давление достигнуто. Включаю нагрев. Кристаллизация алмазов началась, вы можете ее наблюдать по стрелкам приборов. Все! Отключаю нагрев. Снимаю давление. Процесс закончен. Получите алмазы!
Дорогие гости! Я открыл вам свою заветную тайну, и теперь, пожалуй, каждый из вас может делать алмазы у себя дома на кухне!"
Нельзя не восхищаться этим трудолюбивым "чародеем", рожденным умными и веселыми работниками замечательного института.
Но вернемся к моим скромным делам. Я хорошо запомнил некоторые замечания членов ученого совета. Так, были высказаны сомнения в возможности изготовления колец малых, наиболее ходовых размеров, например 6 X 1 и 3 X 0,5. У меня с собой таких колец не было, да, признаться, я еще и не пробовал их делать. Однако я был твердо убежден, что сделать их можно, и решил, что по возвращении на завод попробую сделать хоть по одному кольцу малых размеров.
Вернувшись в Москву, я с тревогой ждал, что же будет? Не забудет ли ученый совет?
Вскоре пришло письмо из Киева, в котором говорилось, что официальное письмо с просьбой командировать меня в Институт сверхтвердых материалов направлено директору нашего завода, и прилагалась копия этого письма за подписью Бакуля. Одновременно прилагалась копия протокола ученого совета института по моему изобретению.
Я попробовал сделать у себя на станке сначала кольцо 6 X 1, а потом и 3 X 0,5. Работать приходилось урывками, вечерами. Все получилось. Можно было ехать к Бакулю. Однако попасть в Киев удалось только через полгода. В цехе на меня навалилась большая сложная работа, и я понимал, что пока о поездке в Киев нечего и думать.
Когда, наконец, удалось закончить эту работу, я с легким сердцем пошел к Романову и попросил его оформить командировку. Романов вытащил из папки подлинник письма Бакуля и показал мне. - Видишь, какая тут резолюция? - сказал он. На бланке Института сверхтвердых материалов стояла размашистая роспись Хитрина: "Романову, на Ваше усмотрение".
Нам с главным инженером, - сказал Романов, - нужно, чтобы ты делал план. Мы разрешаем тебе ехать в Киев просто потому, что ты хорошо работаешь. Мы отпустим тебя на неделю, и ни одного дня больше, - сказал Романов.
Что вы, Николай Александрович, ведь Бакуль пишет - на две недели!
- Неделя, или ничего! - отрезал Романов.
Я улетел на другой же день.
Бакуля в Киеве не было. Главный инженер института передал меня начальнику одной из лабораторий Геннадию Васильевичу Чайке. Чайка был всегда занят множеством самых разнообразных дел, однако он нашел возможным немедленно заняться мной.
Несмотря на свою молодость (ему было лет 35), Чайка был очень знающим ученым в своей области. Он побывал во многих странах Западной Европы, только что вернулся из Швейцарии и был в курсе того, что делается в мире в области изделий из твердых сплавов и в области алмазных инструментов. Чайка сказал, что нигде не видел, чтобы какая-нибудь иностранная инструментальная фирма выпускала твердосплавные резьбовые калибровые кольца. Он показал данные зарубежных фирм, в которых говорилось, что стойкость гладких твердосплавных калибров выше стойкости обычных стальных не менее чем в 150 раз.
- Вашими кольцами, безусловно, стоит заниматься, - сказал Чайка. - Чем я могу вам помочь?
Я сказал, что должен изготовить две партии колец 6 X 1 и 3 X 0,5, нужных двум киевским заводам, и что возможность изготовления таких размеров поставлена под сомнение ученым советом. Но в моем распоряжении только четыре рабочих дня, и я не думаю, что успею все это сделать.
У нас в Москве только одно спекание продолжается три недели, - пояснил я.
Ну, у нас спекание идет 22 часа, так что об этом вы не беспокойтесь, - заверил Чайка.
Он познакомил меня с резьбошлифовалыциком Владимиром Алексеевичем Гончаренко, замечательным специалистом, от которого я узнал много полезных сведений о получении резьбы на твердом сплаве и об алмазном резьбошлифовании.
Во время работы в институте я поймал себя на мысли: ведь мне уже 55 лет, а я все еще учусь! До каких же пор это будет продолжаться? Наверное, до самой смерти. Такова уж, видно, судьба каждого новатора: учись и учи других!
Чайка познакомил меня с главным инженером опытного завода Александром Ивановичем Моисеевым. Главный инженер тут же достал 20-кратную лупу и, рассмотрев мои кольца, высказал несколько замечаний, показавших, что он скрупулезно знает резьбовые и калибровые дела.
- Я много лет работал токарем-лекальщиком, - сказал Моисеев, - и понимаю, какое важное дело вы начали. Мы поможем всеми нашими средствами, а их у нас немало!
Он показал основные производства завода и, когда мы дошли до участка спекания твердого сплава, сказал:
- Если вы завтра принесете свои кольца в сыром виде, то послезавтра утром получите их спеченными.
Участок спекания, как, впрочем, и все другие участки завода, оборудован по последнему слову техники; все здесь делается автоматически, оборудование блестит чистотой.
- Здесь можно спекать любой инструмент и любые изделия, - говорил мне Моисеев. - Вот спечем ваши колечки диаметром 3 миллиметра и тут же заложим сложнейшую пресс-форму из твердого сплава весом 160 килограмм. И можете быть уверены, что нигде не будет ни малейшей трещины.
Через два дня я убедился, что главный инженер не хвастался. В Москве я обычно получал после спекания 30% калибров с трещинами, т.е. брак. Поэтому и сейчас, в расчете на брак, я нарезал колец больше, чем надо, но спекание было произведено идеально: ни одной штуки брака!
На кольца 6 X 1 в институте была заявка от мотоциклетного завода, а на кольца 3 X 0,5 - от другого завода. Ввиду того что времени было в обрез, часть работы мне пришлось делать непосредственно на заводе-заказчике.
Завод-заказчик - ультрасовременное предприятие, на котором можно выполнять работы любой сложности. Здесь есть свой участок спекания. В цехах и в технологической лаборатории завода работают чехословацкие и японские станки самых последних моделей. Завод - постоянный участник Выставки достижений народного хозяйства в Москве. Начальник технологической лаборатории Дашевский - сам заядлый изобретатель - имеет четыре медали ВДНХ СССР. Было очень приятно работать на таком заводе, я попал как в дом родной.
Здесь в инструментальной кладовой я впервые увидел гладкие калибры, сделанные из керамики. Нигде еще не работали калибрами из керамики, а здесь, в Киеве, уже работают! Повсюду чувствовалась ищущая, творческая мысль. Ведь керамика во много раз дешевле твердого сплава, а стойкость ее на истирание почти такая же.
Я тут же наметил себе задачу на ближайшее будущее: провести опытные работы по изготовлению резьбовых калибров из керамики. Может быть, они будут стоять не хуже твердосплавных?
Конечно, сделать нужные кольца за четыре рабочих дня я не успел, хотя и старался изо всех сил.
Была послана телеграмма за подписью Бакуля нашему главному инженеру Хитрину с просьбой продлить командировку еще на четыре дня. Я предвидел, какие громы и молнии ожидают меня по возвращении, но согласился остаться для окончания работы.
Для Киевского мотозавода я сделал партию твердосплавных колец 6X1. Нарезка резьбы 3 X 0,5 и 6 X 1 на сыром пластификате производилась под шестикратную лупу, установленную на станке, специальными микрорезцами, заточенными под 30° на алмазных кругах.
Доводка производилась обычным порядком, притиром с алмазными пастами, которые я привез с собой. Контрольные калибры для колец имелись на заводе автоматики. Кольца были оформлены по всем правилам.
По замыслу руководителей института, заводы, получившие кольца, должны дать свое заключение о стойкости и полезности новых колец, а институт будет рекомендовать Министерству станкоинструментальной промышленности организовать их массовое производство на инструментальном заводе взамен обычных стальных колец.
Все, что может сделать изобретатель для внедрения своего детища, было мною пока сделано. Я мог уезжать.
В последний день позвонил Семинский и просил быть па совещании в Доме техники, где, как он сказал, мне следовало выступить. Когда я приехал туда в час дня, оказалось, что там собрался весь цвет новаторской мысли Киева.
Совещание, созванное городским комитетом партии, было посвящено официальному возрождению и утверждению Киевского совета новаторов. Более 300 рабочих-новаторов киевских заводов были освобождены от работы с обеда и сидели уже в зале. Совещание открыл секретарь горкома партии по промышленности Литвинов. Он сделал доклад о деятельности Киевского совета новаторов за период с 1961 по 1965 г., сказал, что Совет новаторов за те годы добился внедрения в производство многих изобретений и полезных новшеств, чем весьма способствовал успешному выполнению семилетнего плана Киевским экономическим районом.
- Однако после ликвидации совнархозов, - сказал Литвинов, -деятельность Киевского совета новаторов, так же как и многих других, стала затихать, так как он остался "не при ком". Дом техники, где находится Совет новаторов, вел большую пропагандистскую работу, но ни о каком внедрении нового теперь уже никто не заботился.
Секретарь горкома привел интересные цифры: в 1964 г., когда советы новаторов работали всюду, было внедрено 57 тысяч изобретений. В 1967 г., когда в стране не работал ни один городской Совет новаторов, кроме Ленинградского, было внедрено 24 тысячи изобретений.
- В то же время, - подчеркнул Литвинов, - количество выданных авторских свидетельств и рекомендованных изобретений было одинаковым как в 1964 г., так и в 1967-м. Это ясно показывает, какую важную роль играли советы новаторов в деле внедрения нового и полезного в производство.
Дальше Литвинов сказал, что, исходя из всего этого, горком партии решил возродить деятельность Киевского совета новаторов, утвердить на этом совещании состав совета и его секций, а также избрать президиум.
Все выступавшие потом новаторы горячо приветствовали инициативу горкома и вносили конкретные деловые предложения по работе Совета новаторов. Это был деловой разговор деловых людей, влюбленных в свою профессию - изобретательство. Такие разговоры мне приходилось слышать раньше в Москве, Ленинграде и других городах. Новаторы - везде новаторы!
Предложили выступить и мне, но что я мог сказать этим счастливчикам? Пожелать всяческих успехов возрожденному Совету новаторов Киева и сказать, что московские новаторы будут им завидовать...
Было очень радостно за друзей-киевлян и в то же время немного грустно: все это происходило не в Москве!
...Дома, на заводе, меня встретило негодование. Почему я задержался на три дня?! Начальник цеха даже не пожелал со мной разговаривать.
Никому на заводе не было дела до моего изобретения. Руководители видели только одно: я посмел три дня не работать "на план"! Этого они не могли простить. О том, что меня задержал Бакуль - директор крупнейшего института и очень известный в нашей стране ученый, - никто не хотел и слушать.
Но я был уже достаточно закален в подобных ситуациях, пережил и эту напасть. Постепенно все утряслось.
Вскоре директору нашего завода пришло письмо от Бакуля, в котором он просил выразить мне благодарность за проделанную в Киеве работу по внедрению на киевских заводах изобретения, имеющего "большое промышленное и экономическое значение". Далее в письме говорилось, что Институт сверхтвердых материалов окажет всяческое содействие в организации производства моего нового инструмента на инструментальных заводах страны.
Письмо попало не к директору, а к Хитрину, и я о нем никогда бы не узнал, если бы не получил копию от начальника лаборатории института Чайки.
Слова В.Н. Бакуля о том, что его институт окажет всяческое содействие в организации производства моих новых инструментов, не были просто громкой фразой.
В 1972 г. у меня и Михаила Васильевича Давыдова, моего постоянного товарища по творческим исканиям, возникла идея: создать новый инструмент для непрерывного накатывания резьбы на крепежных винтах. Таких винтов (диаметром 2, 3, 4, 5, 6 мм) заводам требуются миллионы, и сейчас есть автоматы, которые накатывают до 80 тысяч винтов в смену. Если вспомнить, что обычный способ накатывания винтов с помощью двух роликов, вращающихся в разные стороны, дает за смену 2-3 тысячи штук, то 80 тысяч можно считать отличным результатом. Однако инструмент, которым производилось накатывание резьбы, выдерживал всего две - четыре смены, а качественное изготовление его было крайне сложно и трудоемко.
Как происходит накатывание резьбы с такой невероятной производительностью?
На вертикально стоящем шпинделе автомата устанавливается закаленный ролик с многозаходной (16- 22 захода) резьбой заданного шага, причем половину диаметра ролика охватывает закаленный сектор с такой же многозаходной резьбой, но нарезанной внутри. Зазор между роликом и сектором может регулироваться и устанавливается равным среднему диаметру резьбы накатываемых винтов. Ролик вращается, сектор стоит на месте. Автомат по непрерывной ленте все время подает из бункера заготовки винтов, и они, попадая в зазор между вращающимся роликом и сектором, непрерывным потоком один за другим прокатываются через установку и сыплются в ящик.
Схема накатывания резьбы на винтах:
а - двумя вращающимися роликами;
б - непрерывного накатывания резьбы
между неподвижным сектором А
и вращающимся роликом Б.Автомат называется МНК-2. Его производительность поистине удивительна. Ученые из Научно- исследовательского института авиационной технологии (НИАТ) создали специальную машину, на которой методом накатывания изготовляются сразу ролик и заготовка на два сектора. После образования внутренней резьбы круглая заготовка разрезается пополам и половинки закаливаются вместе с роликом. Одна половинка выбрасывается.
Накатывается многозаходная резьба сразу па ролике и секторе специальным длинным мастер-валиком с заданной резьбой. Изготовление мастер-валиков - дело нелегкое даже для очень опытного резьбошлифовщика ввиду их малого диаметра (2-3 мм) и большой длины. На один комплект (ролик - сектор) требуется два мастер-валика. Закаленные ролик и сектор ставят на автомат, и они работают две - четыре смены, после чего резьба на них изнашивается и их выбрасывают.
Наш инструментальный цех был постоянно завален заказами на этот инструмент, так как автомат снабжал крепежными винтами многие родственные заводы, не считая нашего, и его остановка просто не допускалась. На эти секторы и ролики расходовались тонны дорогой легированной стали.
Наша идея заключалась в том, чтобы увеличить долговечность одного комплекта хотя бы в 10 раз. Мы решили вообще отказаться от специальной машины для накатки сектора и ролика. Кстати сказать, эта машина постоянно ломалась и настройка ее требовала долговременной работы квалифицированных слесарей-ремонтников и наладчиков.
16-заходный стальной ролик мы легко нарезали в каленом виде и без специальной машины на универсальном резьбошлифовальном станке. Сектор же с внутренней 18-заходной резьбой мы решили сделать твердосплавным, причем обе резьбы (наружную и внутреннюю) после резьбошлифования довести чугунными притирами, как доводят резьбовые калибры.
С роликом все было просто, даже проще, чем на спецмашине, и качество его было отличным. А вот с твердосплавным сектором... Выяснилось, что еще никто в стране не шлифовал внутреннюю многозаходную резьбу на твердом сплаве.
- А не бросить ли нам это дело? - сказал я как-то Михаилу Васильевичу. - Ведь мы даже не знаем, как это делается, и никто нам не подскажет ничего.
Давыдов подумал с минуту, как бы взвешивая мое предложение, потом твердо заявил:
- Бросать нельзя, надо ехать в Киев к Бакулю, там в институте не такие проблемы решали, помогут решить и эту.
Цеховое руководство усмотрело в нашей идее здравый смысл, поэтому без особого труда я получил командировку к Бакулю. И вот я снова в Институте сверхтвердых материалов.
Валентин Николаевич принял меня очень радушно, внимательно выслушал и просмотрел все, что я привез с собой. Нашу идею он быстро понял и нашел ее хоть и очень смелой, но осуществимой. Нужен был алмазный круг диаметром 30 мм и с углом 60° на такой связке, которая позволила бы при шлифовании резьбы на твердосплавной заготовке сохранить острие круга без осыпания и притупления на протяжении обработки всех 18 заходов.
Таких алмазных кругов Институт сверхтвердых материалов еще не выпускал. Однако Бакуль приказал принять наш заказ и поручил одной из лабораторий института изготовить такие круги в возможно короткий срок. Ученые и инженеры - сотрудники лаборатории очень помогли мне советами, расчетами режимов алмазного внутреннего резьбошлифования и, что не менее важно, своим доброжелательным отношением. Так союз науки и труда помогал проникнуть в неведомое, сделать работу, еще никогда не выполнявшуюся никем. Творческое содружество победило.
Шлифовать 18-заходную резьбу на твердосплавном секторе я решил 21 апреля 1973 г., в день коммунистического субботника, затратив на это одну смену. Я волновался примерно так же, как 35 лет назад, когда 22-летний юнец решил сдавать пробу на 7-й разряд на заводе "Пневматика" в Ленинграде. Конечно, сейчас я чувствовал себя уверенней. Тогда у меня были бесценные советы моего дорогого учителя Павла Алексеевича Шведова, а теперь кроме собственного немалого опыта со мной была наука, а это очень много значит!
И в этот раз на заводе было немало скептиков и просто любопытных, недоверчиво посматривавших на мой токарный станок, который я переоборудовал на внутреннее алмазное резьбошлифование. Но все прошло почти без запинки. Станок имел необычный вид. Чтобы алмазный круг до острия прорезал каждый заход внутри твердосплавной заготовки, нужна скорость резания 45 метров в секунду, а для этого алмазный круг должен вращаться со скоростью 60 тысяч оборотов в минуту. Такую скорость мне удалось получить, приспособив к своему станку "фортуну". Алмазным кругом я нарезал сектор как полный круг, а после разрезки прорезным алмазным кругом получил два полноценных сектора. Теперь выбрасывать вторую половинку не было причин.
Результат наших исканий превзошел все ожидания еще в 10 раз: сделанный нами сектор проработал на автомате МНК-2 полгода вместо четырех смен и дал 12 миллионов винтов вместо обычных 200 тысяч.
Стальных роликов потребовалось в 4 раза меньше, чем их расходовалось в паре с обычным стальным сектором; видимо, резьба твердосплавного сектора выправляла износ резьбы стального ролика, и тот работал теперь значительно дольше.
Вот какой эффект дает союз науки и труда, союз, о котором так правильно говорил Валентин Николаевич Бакуль! Он попросил меня написать статью об этой работе в журнал Института сверхтвердых материалов "Синтетические алмазы". Статья была напечатана в № 5 за 1973 г.
* * *
...Из последних творческих поездок хочется отметить командировку в Саратов. Поехал я туда по настойчивым и неоднократным приглашениям ряда заводов и Саратовского областного общества "Знание".
Стояла зима 1974 г., в городе было много снега. Волга, которая под Саратовом очень широка, покрыта толстым льдом. На другом берегу находится город Энгельс. Соединяет оба города самый длинный в Европе мост необычной, волнообразной конструкции. Мне пришлось несколько раз проезжать по этому мосту, чтобы посетить некоторые заводы в Энгельсе для оказания технической помощи.
Вместе со мной в Саратов был приглашен еще один московский новатор, очень интересный человек - слесарь-механик Андрей Кузьмич Семенов. Тема, ради освещения которой его вызвали саратовские институты и заводы, не совсем обычная - скоростное черчение.
На общегородском семинаре специалистов многих заводов и институтов, организованном городским советом ВОИР, обществом "Знание" и Саратовским советом новаторов, Семенов начал свой рассказ так:
- По статистическим данным, за последние 80 лет производительность труда токаря возросла в 20 раз, а производительность труда конструктора и чертежника только на 20%- Вы сейчас рисуете свои чертежи так же, как это делали ваши предшественники еще в прошлом веке. С этим нельзя мириться. Вот я вам сейчас покажу несложные приборы, с помощью которых любой конструктор или чертежник будет "выдавать" свои чертежи в 2,5 раза быстрее, чем это делается везде.
Весь зал заполнен умудренными многолетним опытом конструкторами, технологами, инженерами. Они весьма скептически настроены: что может показать нового "какой-то московский слесарь"?
- Для того чтобы научиться пользоваться моими приборами, любому человеку, знакомому с основами черчения, достаточно 25 минут, - продолжал Андрей Кузьмич.
И тут же на трибуне на большом листе ватмана, приколотом на чертежной доске, показал работу своих удивительных приборов. Он сам сконструировал и сам любовно сделал все эти чертежные устройства и приспособления. Устройства сверкают хромированными блестящими деталями, разноцветным оргстеклом, полированным эбонитом. Они имеют, что называется, "товарный вид", и необычны даже для меня, много лет знающего Андрея Кузьмича и его творческие разработки. Госкомитет по делам изобретений и открытий выдал Андрею Кузьмичу четыре авторских свидетельства на эти чертежные приборы и устройства. Это значит, что подобных им нет в мире.
После окончания семинара половина присутствующих хлынула на сцену, окружила Семенова и чертежную доску с его приборами. Скептицизма как не бывало. Вопросам не видно конца. И самый неприятный вопрос, как всегда: а почему нигде не организован выпуск этих несложных и умных устройств?
Действительно, только на одном заводе - там, где работает автор, удалось изготовить 30 комплектов его чертежных приборов для нужд своих конструкторов. Больше их нигде не делают и не знают, а жаль!
Последнее изобретение металлиста Андрея Кузьмича, как это не удивительно, спасет от уничтожения сотни тысяч деревьев, сохранит множество рощ.
Дело в том, что на производство карандашей идут деревья, стволы которых не имеют, что называется, ни сучка, ни задоринки: только совершенно прямослойные, словом, самые лучшие представители наших лесов. На сколько времени хватает одного карандаша чертежнику или конструктору? На три-четыре дня самое большее. Только одна московская фабрика имени Красина выпускает в год 10 миллионов карандашей, но их все равно не хватает.
Изобретатели давно уже обеспокоены поредением наших лесов. У нас и за рубежом в последние годы был создан целый ряд конструкций карандашей без древесины. Однако все конструкции (металлические и пластмассовые), порой весьма сложные, не прижились. Чертежники и конструкторы отказываются от них по весьма простой причине: во всех конструкциях графитовый стержень легко подается из оправы, но почти также легко и уходит внутрь оправы при надавливании, необходимом для проведения линии.
Все конструкции цангового зажима или слабо держат графитовый стержень в оправе, или портят и ломают его. Конструкция с резьбовым зажимным устройством также не обеспечивает надежности зажима, так как мягкий графит забивается в резьбу и она становится гладкой и скользкой, отчего графитовый стержень начинает ползти внутрь оправы даже при небольшом нажиме на бумагу.
Конструкция карандаша без древесины А.К. Семенова настолько проста, что, казалось бы, ее мог придумать ученик 4-го класса. Но никто до Семенова не придумал. А слесарь Семенов не только придумал, но и сделал несколько штук.
Я держу в руках его карандаш и не перестаю удивляться: до чего же просто и здорово! Одна маленькая шайбочка, свободно сидящая на графитовом стержне внутри пластмассовой постоянной оправы, не препятствует подаче стержня вперед, но при давлении на бумагу сразу перекашивается и своим внутренним краем прочно удерживает стержень в рабочем положении.
Можно надавить на бумагу с довольно большим усилием, можно даже сломать графитовый стержень, но назад он не подается ни на микрон.
Это идеальное решение карандашного вопроса, и оно ждет своего быстрейшего применения в масштабе страны.
В Саратове мы познакомились с новаторами из Волгограда, которые тоже были приглашены обществом "Знание" для обмена опытом. Это были токарь П.В. Курганов и фрезеровщик М.А. Зотов со старейшего волгоградского завода "Баррикады" и слесарь П.А. Самсонов с завода нефтяных машин имени Петрова.
Мы обменялись нашими изобретениями и техническими новшествами, а потом, как водится, хорошо потолковали о делах новаторских.
Оказалось, что в Волгограде активно работают многие заводские советы новаторов. На некоторых предприятиях созданы экспериментальные производственные участки, которые заняты изготовлением только технических новинок, предложенных заводскими новаторами, их отработкой и доводкой.
Каждый рационализатор или изобретатель завода может прийти на этот участок и попросить "обжелезить" его идею. И ему сделают что нужно, да еще помогут добрым советом, подскажут, как еще больше повысить эффективность его новшества. Такое отношение естественно: ведь в экспериментальной мастерской работают сами новаторы, опытные рабочие-рационализаторы. На таком участке завода имени Петрова работает и наш новый знакомый, слесарь-новатор Самсонов Петр Андреевич.
Наряду с таким приятным для каждого новатора фактом нам пришлось услышать от волгоградцев и рассказы о курьезных столкновениях их с противниками нового. Вот, например, один из таких рассказов.
Давно работает на Волгоградском заводе тракторных деталей слесарь Юрий Григорьевич Мущук. "Неисправимый" изобретатель и рационализатор, он после долгого творческого поиска предложил целую автоматическую линию для производства пружин. Такая линия ликвидировала бы тяжелый ручной труд и высвободила бы ряд рабочих дефицитных специальностей. Мущук сам сделал в неурочное время все детали автоматической линии. Только новатор - собрат по второй профессии - может понять, какой это титанический труд и каким надо быть энтузиастом, чтобы одному все это сделать.
Когда Мущук один собирал и отлаживал свое детище, он на два дня несколько ослабил внимание к своим обязанностям слесаря по ремонту: очень близка была цель, и он не мог не увлечься работой над изобретением. Он работал эти два дня как одержимый, с утра до ночи.
Узнав о таком непорядке, начальник цеха, который давно уже невзлюбил новатора, немедленно издал приказ: "Уволить за халатное отношение к работе". Цеховой комитет, который здесь также не жаловал новаторов своей благосклонностью, вынес по этому поводу такое решение: "Поддержать приказ об увольнении: изобретатель нам не нужен, нам нужен слесарь по ремонту".
Только вмешательство Волгоградского обкома партии помогло разрешить этот удивительный конфликт. Ю.Г. Мущук продолжает работать на заводе и создавать свои прекрасные новшества.
В каждом городе, на каждом заводе у поборников нового есть свои союзники и противники. Видимо, так должно быть.
Из Саратова я привез несколько новых для московских заводов инструментов. Такова, например, твердосплавная переналаживаемая скоба новатора В.А. Лукьянова. Одна такая скоба заменяет 30 штук скоб обычной конструкции и может быть очень быстро перестроена на любой нужный размер. Напомним, что мерительных скоб на каждом машиностроительном заводе изготовляется сотни, а то и тысячи.
Твердосплавная переналаживаемая мерительная скоба саратовского новатора В.А. Лукьянова
С завода "Сардизель" я привез новый механический способ крепления малых абразивных и алмазных кружков для шлифовки отверстий диаметром 3-5 мм.
У волгоградского новатора Петра Владимировича Курганова оказался очень хороший токарный резец из нового алмазоносного материала - эльбора. Такой резец легко протачивает закаленную сталь твердостью HRC-64 по Роквеллу, причем чистота обработанной поверхности оказывается 10-го класса, а процесс проточки идет без малейшего отжима резца и т.д.
В Саратове хорошо работает городской Совет новаторов. Его освобожденные инструкторы передовых методов труда - настоящие энтузиасты технического прогресса, их работа заслуживает того, чтобы другие советы новаторов изучили ее. Совету новаторов во многом помогает областное общество "Знание", руководители которого хорошо понимают значение деятельности новаторов производства и оказывают им немалую поддержку.
* * *
Нет возможности да и надобности описывать все мои творческие поездки по нашей стране и все встречи и беседы с рабочими-новаторами различных промышленных центров от Тихого океана до польской границы. Скажу только, что в любом городе, на любом заводе я всегда находил замечательных русских умельцев, рабочих-новаторов, которые своим творческим трудом, своими поисками нового по мере сил помогают техническому прогрессу нашей Родины. К сожалению, приходится сказать и о другом: как это ни странно, чем шире внедрялись мои изобретения, тем больше недовольства проявляли мои заводские руководители.
Как-то раз на наш завод пришло письмо за подписью директора Политехнического музея с просьбой дать на выставку новые инструменты новатора Данилова- метчик-протяжку и резьбовые твердосплавные калибры. Это была обычная просьба музея - все заводы охотно дают свои экспонаты на всесоюзную трибуну. Письмо попало к главному инженеру, который "отфутболил" его к главному технологу. Тот ответил музею буквально следующее:
"Никаких метчиков и твердосплавных калибров, автором которых являлся бы Данилов, на заводе нет.Действительно, твердый сплав изобрел ученый Ивенсен еще в 30-х годах. Но с тех пор на различные способы применения этого сплава для производства различных инструментов уже было выдано 10 авторских свидетельств, мое - одиннадцатое. И Ивенсен, который и сейчас здравствует, только радуется тому, что его материал находит все новое применение. А вот главный технолог обижается за Ивенсена и хочет весьма своеобразно "отомстить" за него. Странная логика!Автором твердого сплава является д.т.н. И.А. Ивенсен (авт. свид. № 10850).
Ввиду изложенного завод не считает возможным удовлетворить Вашу просьбу.
Главный технолог Горлов".При всей привычке к маневрам своих недругов я сперва даже не поверил своим глазам. Моими метчиками уже несколько лет отлично работают в механических цехах нашего завода, наш инструментальный цех продолжает их серийно выпускать. В тех же механических цехах уже три года работают моими резьбовыми твердосплавными калибрами-кольцами.
На другой же день я пошел в инструментальную кладовую механического цеха и спросил:
- Есть у вас твердосплавные кольца?
- Это черные-то? - уточнила кладовщица. - Они почти все на руках у рабочих, меня все время просят: дай черное кольцо. Я говорю: не все ли тебе равно, каким кольцом детали мерить, черным или белым (т.е. стальным)? Все говорят: нет, не все равно, давай черное.
Пошел в цех посмотреть, почему рабочие предпочитают именно "черные" кольца. Увидел - и ахнул! Оказалось, что для ускорения работы станочники проверяют резьбу на деталях кольцом прямо на ходу, одновременно калибруя этим кольцом размер. Если так поработать "белым" (т.е. обычным, стальным) кольцом, то его через два-три часа забракует контрольный пункт как изношенное.
Я, конечно, возмутился таким "методом" проверки резьб на ходу, но значение моих колец для механического цеха мне стало еще яснее. И вот - такое письмо Горлова! Я позвонил главному технологу. Объяснив ему суть дела, спросил:
- Может быть, можно к вам зайти и показать мои авторские свидетельства на этот инструмент?
- Не надо заходить, - отрезал Николай Васильевич Горлов, - все правильно, и не отвлекай меня от дела больше своими вопросами!
Подобное случается не только с рабочими-новаторами, но и с крупнейшими учеными, смело ставшими на путь новаторства в науке.
В 1973 г., после одной моей статьи в "Литературной газете" *, ко мне стали приходить сотни писем с просьбой дать координаты доктора технических наук профессора П. К. Ощепкова, об изобретении которого я упомянул в статье. Надо сказать, его новшество поистине удивительно и нет такой области техники и знания, где бы его нельзя было применить с огромной пользой для человечества. Это - внутривидение (интроскопия), о которой теперь уже немало написано, особенно в зарубежной литературе и периодике.
* См. "Литературная газета", 28 февраля 1973 г., № 9, статья "Изобретательство: розы и тернии".Чудо-прибор Павел Кондратьевич демонстрировал на Всемирной выставке в Монреале, руководители ряда фирм Канады и США купили у нас патент на это изобретение. В Москве создан Научно-исследовательский институт интроскопии. Но в нашей стране мало кто знал о внутривидении. Поэтому и посыпались ко мне и в редакцию "Литературной газеты" письма от врачей, руководителей поликлиник и госпиталей, от геологов и нефтяников, машиностроителей, работников уголовного розыска и милиции и т.д. Не решаясь беспокоить П.К. Ощепкова, который был тогда тяжело болен, я всем давал адрес НИИ интроскопии в Москве.Каково же было мое изумление, когда десятки писем снова стали приходить ко мне. Их авторы с недоумением сообщали стереотипный ответ заместителя директора Института интроскопии:
"Никаких интроскопов, автором которых был бы П.К. Ощепков, в институте нет, и поэтому институт не может сообщить ничего по этому вопросу..."А ведь П.К. Ощепков был основателем этой отрасли науки и этого института. Я сразу вспомнил ответ главного технолога, данный Политехническому музею о моих изобретениях. И смысл и слова - одни и те же.В ноябре 1963 г. меня попросил зайти к себе директор Дома научно-технической пропаганды Леонид Петрович Кузьмин. Когда я пришел, у него уже сидел Вениамин Матвеевич Ремизов - известный новатор, активный член секции токарей.
Вот что, други мои, - начал Леонид Петрович, - в конце месяца в Чехословакии будет международная конференция инструментальщиков. Недавно у меня был директор чехословацкого Дома техники М. Шушка, и я ему показал инструменты наших новаторов. Его выбор пал на ваши инструменты. Посоветовавшись в горкоме партии и в совнархозе, мы решили, что надо ехать вам обоим.
- Послушай, Леонид Петрович, - сказал я, - конечно, очень лестно, что выбрали нас, но не совсем понятно, почему именно нас? Ведь есть ученые, можно сказать, академики по инструменту, а тут вдруг поедут простые рабочие?
Нужно, чтобы вы показали ваши новые инструменты, выполненные на уровне изобретений. Их выбрал М. Шушка, а он кое-что понимает в инструменте. Так что вы не смущайтесь, уверен, что не ударите лицом в грязь, - сказал Кузьмин и отправил нас к секретарю для получения инструкций по оформлению поездки.
В конце ноября мы вылетели в Прагу. Внешне начало поездки мало чем отличалось от обычных наших командировок по Советскому Союзу: те же тяжеленные чемоданы с "железками", те же напутствия родных и друзей.
Самолет ТУ-104Б пролетел до Праги два часа десять минут. Разница во времени по поясам - два часа, поэтому мы, вылетев в девять часов утра, и прилетели тоже в девять часов утра.
Встретившая нас ученый секретарь НТО ЧССР Анна Борска сразу повезла обедать. Мы запротестовали:
- Какой же обед в девять часов утра?
- По-вашему - уже двенадцатый час, и вы, конечно, проголодались! - на чистейшем русском языке ответила Анна Борска.
Внимательная и любезная, ученый секретарь НТО Анна Борска смущала нас одним: в Чехословакии нет отчества, а называть такую даму просто "Анна" язык не поворачивался. По пути мы высказали ей свои сомнения и в конце концов договорились называть ее "товарищ Борска".
Итак, наша жизнь за границей началась знакомством с национальным кушаньем "кнедлики" и пильзенским пивом. И то и другое было отменного качества. (Как мы потом убедились, готовят там одинаково хорошо как в первоклассном ресторане, так и в заводской столовой. Разницы нет никакой.)
Весь день Анна Борска возила нас по Праге, показывала знаменитый Карлов мост, дворец президента, часы с двенадцатью апостолами на городской ратуше, старинные костелы, в которых шла служба, и множество других достопримечательностей. Мне, как рыболову, очень понравилась река Влтава, протекающая через город. Удивительно прозрачная вода, сквозь которую на 4 метра видно рыбу, поразила меня.
Анна Борска рассказывала, что в Праге и ее окрестностях много химических заводов, которые большей частью находятся на берегу Влтавы. И вдруг такая чистая вода! Было чему удивляться. Но еще больше мы были удивлены, когда увидели прямо в центре города, у Карлова моста, рыболова со спиннингом, который на искусственную мушку ловил... форель. Форель рядом с химическим заводом!
- Умеют же люди охранять воду! - с уважением произнес Ремизов. Он хотя и не рыболов, но тоже понимал, в какой воде может жить форель.
Вечером Анна Борска отвезла нас на вокзал, и мы отправились в город Жилин, где на другой день открывалась международная конференция инструментальщиков. В Чехословакии спальных вагонов нет, они там просто не нужны: поезда ходят очень быстро, а страна небольшая, за семь часов ее можно проехать вдоль, а за пять - поперек. То ли из-за узкой колеи, то ли из-за большой скорости, не знаю, но вагон болтало так, что задремать не было никакой возможности.
Часам к двенадцати ночи, разбитые и полусонные, мы очутились в Нижних Татрах, в городе Жилине. На вокзале нас встретили заместитель директора Дома техники Чехословакии Милан Жиак и переводчица.
Эта предупредительность и внимание несколько смущали нас. Когда мы остались одни, я сказал об этом Вениамину Матвеевичу.
- Мы на этой конференции - представители инструментальщиков Советского Союза, - внушительно произнес Ремизов, - а не простые рабочие!
Потом помолчав, он добавил:
- Я подозреваю, что здесь не догадываются, что мы - рабочие. И принимают нас, по меньшей мере, за главных инженеров.
Дальнейшие события показали, что Вениамин Матвеевич был недалек от истины.
Отдохнуть удалось всего часов пять, так как переводчица обещала зайти за нами в восемь часов, а конференция открывалась ровно в девять.
Вообще в Чехословакии принято вставать очень рано. Впоследствии, побывав на многих заводах в разных городах, мы узнали, что на большинстве предприятий начинают работать в шесть часов утра и работают по восемь часов без обеда. Но это не значит, что рабочие там целый день голодные. Начиная с восьми часов и до двенадцати по цехам ездят передвижные буфеты. Они проезжают мимо станков, и продавщицы предлагают работающим горячие сосиски, бутерброды и разную другую снедь, а также пильзенское пиво в бутылках. На каждой тумбочке отведено чистое место, куда можно поставить тарелку с едой и бутылку пива. Проезжая обратно, буфетчица забирает тарелки и бутылки.
Мы спросили через переводчицу: не мешает ли пиво производству и не пьют ли рабочие чего-нибудь покрепче? Нам сказали, что это строжайше запрещено и нарушителю запрета грозит немедленное увольнение.
Проработав таким образом с одним-двумя перекусами до двух часов дня, все переодеваются и идут в столовую. (Заводские столовые, как правило, находятся на территории завода.) Пообедав вместе со всеми на нескольких заводах, мы убедились, что обед на заводе стоит в 5 раз дешевле, чем в соседнем ресторанчике или кафе, хотя разницы в качестве блюд, сервировке стола и обслуживания никакой не было.
Мы спросили переводчицу: "Почему здесь обед стоит 3 кроны, а за воротами завода точно такой же обед - 15 крон?" Она ответила коротко: "Разницу в цене доплачивает профсоюз". Стало ясно, почему рабочие разъезжались по домам, предварительно пообедав в столовой.
Владимир Ильич Ленин не раз писал, что нам следует учиться у капиталистического Запада тому, что хорошо и с пользой может быть применено у нас. Это указание вполне жизненно и сейчас. Многому можно поучиться у трудящихся социалистических стран, в частности чехословацких рабочих, но многое и им не вредно перенять у нас.
Мы вышли из гостиницы в девять часов. На улице было тихо и непривычно безлюдно. Оказывается, многолюдно здесь бывает только в пять-шесть часов утра, когда десятки тысяч человек спешат на работу. И так во всех городах, даже в Праге.
Дворец профсоюзов. В большом просторном зале собралось человек двести. Говорили на всех языках, кроме русского, и вначале мы несколько растерялись. Спасибо переводчице, она познакомила нас со специалистами из ГДР, английскими и чешскими инструментальщиками, и мы очень скоро почувствовали себя в родной стихии: специалисты одной профессии всегда поймут друг друга даже без знания языка. А у нас была очень квалифицированная переводчица. Кроме родного чешского, она отлично владела русским, немецким и английским языками. К тому же она была аспиранткой машиностроительного института и готовилась защищать диссертацию на звание кандидата наук по разделу инструмента. При всем этом она оказалась очень простой и веселой женщиной, которая не прочь в свободную минуту пошутить, посмеяться, потанцевать.
В зале заседаний была устроена выставка новых инструментов, представленных делегациями разных стран Европы. Милан Жиак попросил и нас выложить на отдельный стенд наши режущие и мерительные инструменты.
Наш стенд быстро обступили специалисты из ЧССР и ГДР и начали о чем-то спорить. Милан Жиак был одним из организаторов конференции, он подошел к спорящим и сказал, что завтра о наших инструментах будут сделаны два доклада, которые переведут на четыре языка. Спорщики успокоились, но мы видели, что русские экспонаты заинтересовали их, - наш стол еще долго был в окружении иностранных специалистов.
В глубине души мы побаивались, как бы наши скромные творческие разработки не оказались здесь пройденным этапом, но, увидев, какое внимание к ним проявляют, мы успокоились. В свою очередь, мы тоже не теряли времени и внимательно осматривали чужие экспонаты.
По правде говоря, мы ожидали большего. Может быть, конечно, зарубежные фирмы скрывали свои достижения, тем более что новинки в области инструмента вообще появляются очень редко. Мы рассматривали выставку да и всю конференцию с одной позиции: что здесь можно позаимствовать такого, чего у нас еще нет и что может принести пользу нашим станочникам и инструментальщикам.
Вот выдержки из нашего отчета, представленного в совнархоз по возвращении на Родину:
"На конференции в городе Жилино выступили с двумя докладами о своих изобретениях в области режущего и измерительного инструмента, с демонстрацией их в работе на чехословацких станках. Прослушали 14 докладов иностранных делегаций, из которых пять заслуживают внимания и применения в нашей промышленности".
"Нами заимствованы у зарубежных специалистов следующие новинки инструментальной техники, применение которых на заводах СССР дало бы значительный эффект:
Способ крепления твердосплавных пластинок на токарных резцах с помощью одного эксцентрика. Способ дает возможность надежно крепить пластинки одной деталью вместо трех, как это делается у нас.
Я мог бы назвать еще немало зарубежных новинок, которые мы упомянули в отчете; некоторые из них хорошо прижились на наших советских заводах.Нитроцементация метчиков, сверл, разверток и другого инструмента, значительно повышающая поверхностную твердость инструмента.
Правка абразивных кругов на шлифовальных станках не алмазом, а кружком из порошка твердого сплава, спеченного с алмазной пылью. Дает на шлифуемых изделиях 10-й класс чистоты и устраняет операцию доводки.
Накатывание внутренней резьбы диаметром от 1 мм до 20 мм, с шагом резьбы от 0,25 мм до 1,5 мм.
Магнитные люнеты, позволяющие шлифовать валики большой длимы, диаметром до 0,03 мм, с отклонением от геометрии в 0,0002 мм и исключающие операцию доводки.
Станок Тико Алоиза для точной проточки деталей диаметром до 0,005 мм сравнительно большой длины, с магнитным центром, устройством для установки резца и специальным микроскопом, увеличивающим в 100 раз.
Простое копировальное устройство с алмазом для профильного шлифования.
Новая охлаждающе-смазывающая жидкость "Акво", повышающая на два класса чистоту обрабатываемой поверхности при развертывании, сверлении, нарезке резьбы и протягивании.
Немецкие керамические резцы АС-21, которыми работают 90% токарей в ГДР и которые дешевле твердого сплава в 4 раза, не уступая ему в стойкости..."
...Наши доклады были хорошо подготовлены. Во время докладов работал большой проекционный аппарат и все показывалось на экране. К сожалению, станков не было и выступления получились несколько академичными.
Нам было задано множество вопросов, которые не прекратились и по окончании выступлений, в кулуарах конференции. Переводчица едва успевала переводить вопросы и наши ответы. Хорошо, что переводчица сама была специалистом в области инструмента.
Уже вечером ей задали вопрос, на который она только улыбнулась и взглянула на нас. Мы порядочно устали от этакой пресс-конференции, хотели есть, и, кажется, не очень любезно я сказал:
- Ну, что там они еще спрашивают?
- Господа спрашивают: кто вы, кандидаты наук или аспиранты? - сказала переводчица.
От нее мы не скрывали, что мы рабочие, имеющие от силы среднее образование, и она это знала.
- Что им ответить? - спросила она.
- Правду, - сказал я.
Наши собеседники сделали удивленные глаза и засмеялись.
- Вам не верят, - сказала переводчица.
- Пригласите их на завод, мы там покажем, какие мы кандидаты, - попросил я перевести.
Дело в том, что нас уже пригласили выступить на заводе в городе Мартине и показать в работе наши инструменты. Конечно, лестно, когда тебя принимают за кандидата наук, но нас это не тешило. Кроме нас и двух чехословацких фрезеровщиков - авторов одной очень хорошей и компактной сборной фрезы, - на конференции не было рабочих.
Конференция продолжалась три дня. В последний день Милан Жиак сообщил, что присутствующие на конференции руководители некоторых машиностроительных заводов Чехословакии приглашают посетить их предприятия и показать в работе свои инструменты.
- Мы решили так, - сказал Жиак. - Я и вы поедем на машине Дома техники. У нас очень веселый шофер, так что, хотя придется проехать почти всю страну, нам не будет скучно.
Такая перспектива нам очень понравилась. Мы уже подружились со многими специалистами и были рады встретиться с ними в рабочей заводской обстановке. Кроме того, мы надеялись увидеть в работе те новшества, о которых докладывалось на конференции.
Первый город, который мы должны были посетить, был Мартин.
Дороги в Чехословакии очень хорошие, местами даже с виражами на поворотах. Большая просторная "Татра" шла быстро, порой со скоростью 120 километров в час.
В Нижних Татрах везде лежал снег. Тем более нас удивило, что у памятников и могил советских воинов, около которых мы останавливались, везде лежали живые цветы. Трудовые люди Чехословакии свято чтут память советских солдат, отдавших жизнь за освобождение Чехословакии от коричневой чумы фашизма. Я глубоко уверен, что, как ни стараются разные "деятели", им никогда не удастся поссорить народы СССР и Чехословакии!
Машиностроительный завод в городе Мартине выпускал самую различную продукцию: от мопедов и мотороллеров до кухонных соковыжималок. Производство велосипедов, мопедов и мотороллеров велось на конвейерах. Каждая операция была механизирована до предела. Множество различных приспособлений свело к минимуму ручной труд. Нам показали единственную на заводе операцию, которая выполнялась вручную: работница не торопясь, но очень четко проводила кисточкой красную полоску на раме и баке мотороллера, окрашенного в зеленый цвет.
Операция вроде бы несложная, и мы высказали удивление, что она не механизирована. Нам объяснили, что научный институт труда при заводе после ряда испытаний нашел, что так делать эту полоску наиболее выгодно и быстро.
На заводе нас с Вениамином Матвеевичем сразу разъединили, и я его не видел до самого ухода с завода.
Я замечал скептические улыбки пожилых рабочих и любопытные взгляды молодежи и чувствовал себя несколько беспомощно, поэтому очень обрадовался, когда подошел один из участников конференции - инженер Милослав Брош, который немного говорил по-русски. Он сказал, что поехал за нами, чтобы увидеть действие метчика-протяжки.
Мне дали халат, и я начал настройку станка. Круг рабочих вокруг станка стал расти, всем, видимо, хотелось посмотреть, как работает русский токарь.
Как только метчик-протяжка прошла сквозь первую деталь - скепсиса как не бывало! Все сразу заговорили, пожилые рабочие хлопали меня по плечу, показывали большой палец, всячески выражали свое одобрение. Нарезанная деталь пошла по рукам зрителей, которых становилось все больше.
Метчик-протяжку куда-то унесли, и я не знал, что делать дальше. Выручила переводчица, которая на время оставила Ремизова и пробилась к моему станку. Сразу посыпались десятки вопросов, отвечать на которые пришлось мне. И хотя мы не понимали друг друга без переводчицы, я почувствовал, как изменилось отношение всех рабочих. Настороженности и сдержанности, которые чувствовались, пока я не начал работать на станке, как не бывало, все признали меня "за своего".
Нелегко удивить чешских инструментальщиков новым инструментом! Ведь чехословацкий инструмент считается лучшим в Европе. Мою метчик-протяжку принес обратно начальник инструментального цеха: оказалось, ее носили показывать ему. Через переводчицу он передал мне две просьбы: дать мой инструмент их токарю, чтобы нарезать деталь, и, если можно, оставить одну метчик-протяжку у них на заводе.
Я тут же показал чешскому токарю, как управляться с моим инструментом, и тот правильно и так же быстро нарезал деталь. Серьезно и невозмутимо он пожал мне руку и что-то сказал переводчице.
- Он сказал, что при всем своем искусстве он нарезал бы эту деталь за один час, а тут он потратил всего две минуты. Он поздравляет вас.
- Скажите, пожалуйста, начальнику цеха, что все наши инструменты мы, по условию, оставим вашему Дому техники в Братиславе, - попросил я переводчицу.
Надо сказать, что в отличие от СССР, где Дома техники есть в каждом промышленном центре, в Чехословакии тогда имелся один Дом техники на всю страну - в Братиславе.
Наши шефы сделали все, чтобы не давать нам скучать. Каждый вечер они водили нас то в кино, то в ресторан, то в театр.
Из города Мартина мы поехали в город Поварско-Быстрицу. После того как спустились с Нижних Татр, и погода и природа резко изменились. Исчез снег, везде зеленела трава, было тепло - градусов 15. Все дороги обсажены в три ряда с обеих сторон фруктовыми деревьями. Попадалось много деревьев со спелыми сливами, яблоками, грушами - их просто не успевали убирать. Дорогу часто перебегали зайцы, недалеко от дороги бродили красивые фазаны, словно в зоологическом саду.
В полдень остановились около небольшого хуторка, чтобы сфотографировать развалины старинного замка, расположенного на высоком холме. Хозяин хуторка вспахивал довольно большое поле однолемешным плугом, который тащила лошадь. Для нас это было так необычно, что мы воззрились на пахаря, как на диковину.
Послушайте, Милан, почему у вас, при вашей высокой технической культуре, до сих пор "сохой на козе" пашут? - с удивлением спросил я.
А это обыкновенный единоличник, - объяснил Милан Жиак через переводчицу. - У нас половина сельского населения объединилась в кооперативы и пользуется самыми современными машинами, а половина - единоличники, они работают по старинке, конным плугом.
В городе Поварско-Быстрице мы демонстрировали инструменты на заводе "Поварскострой Арно". Те же недоверчивые и иронические взгляды в начале знакомства, а затем дружеское и доброжелательное внимание после нашей работы на станках.
Вообще, как мы неоднократно убеждались, здесь человека оценивают не по речам, а по умению работать, по его труду. Сами отличные специалисты каждый в своей профессии, чехи с большим уважением относятся к любому рабочему, достигшему успехов в своей отрасли и сумевшему хоть чем-нибудь их удивить. Здесь царствовал своеобразный культ труда.
Когда мы приехали обратно в Прагу, мы уже немного попривыкли к языку и могли сами кое-как ориентироваться в чужом городе. Мы освободили на день Милана Жиака и переводчицу, порядком уставших с нами, и решили жить самостоятельно.
Остановив первого прохожего, мы спросили у него о гостинице, где должны были устроиться. Он замотал головой, давая понять, что не понимает. Однако он тут же подозвал одного из игравших в мяч мальчишек лет 10-12 и что-то сказал ему. Тот на довольно сносном русском языке сказал:
- Подойдемте, товарищ, я вам покажу все, что надо.
В Чехословакии во всех школах преподают русский язык с первого класса, поэтому многие дети довольно хорошо говорят по-русски.
Мальчишка довел нас до гостиницы, и было видно, что он очень доволен тем, что ему удалось помочь "русским дядям".
Ужинали мы в огромном ресторане недалеко от модного магазина "Белая Лабудь", чем-то напоминающего ленинградский Дом торговли на улице Желябова. Обводя глазами огромный зал, я остановился на длинном столе, за которым ужинали человек 15. Один из товарищей показался мне знакомым.
- Да это же Савич! - узнал я моего друга - новатора из Ленинграда.
Савич тоже нас заметил, и мы стали делать друг другу знаки, приглашая за свой столик. Я пробрался между столиками, представился руководителю их делегации и с его разрешения увел Савича. Было так приятно вдали от Родины встретить в разноязычной толпе своего, русского человека, да еще такого, как Евгений Францевич.
- С кем это ты? - спросили мы.
- Профсоюзная делегация ВЦСПС из разных городов нашей страны, - ответил Савич, усаживаясь за наш столик.
- Рабочие-специалисты? - спросил Вениамин Матвеевич.
- Что ты! Один горняк из Луганска да я, остальные - профсоюзные работники из горкомов профсоюзов, их 15 человек.
Евгений Францевич рассказал, что их делегацию везде принимали очень вежливо, все показывали и развлекали, а к советскому рабочему-новатору отношение было совсем особое. Савич - человек чрезвычайно скромный и не любит говорить о своих достижениях, поэтому дальше я рассказываю не с его, а с чужих слов.
Когда на одном заводе - ЧКД в Праге он показал, как можно работать на фрезерном станке в 10 раз производительнее, чем это делают сейчас лучшие фрезеровщики Европы, то радио, телевидение и газеты оповестили об этом всю Чехословакию в тот же день. В последующих поездках их делегации по стране слава о русском фрезеровщике шла впереди него.
В одном из городов встречать Савича вышел мэр города и преподнес ему, по русскому обычаю, хлеб-соль. Так там велико уважение к труду, к мастерству рабочего!
Чем же покорил Савич чехословацких машиностроителей, считающихся в Европе искуснейшими специалистами в области станочных работ?
Прежде всего отточенным, виртуозным мастерством, с которым он работает на любом фрезерном станке; своей новой конструкцией торцевых и концевых фрез со сменными твердосплавными пластинками механического крепления; целым рядом изящных и удобных приспособлений для фрезерных работ, сводящих физический труд станочника к минимуму.
Е. Ф. Савич,
лауреат Государственной премии, фрезеровщик-новатор
ленинградского Кировского заводаЯ познакомился с этим замечательным новатором-фрезеровщиком в Ленинграде, на Кировском заводе. Это искуснейший мастер, милый и душевный человек, умный и интересный собеседник. Он неутомимый искатель нового, имеет несколько авторских свидетельств. Новаторы Ленинграда избрали его председателем секции фрезеровщиков Ленинградского совета новаторов.
За свой самоотверженный творческий труд Савич удостоен звания лауреата Государственной премии. Среднего роста, худощавый и быстрый в движениях, Евгений Францевич не отличался крепким здоровьем. Страшные голодные дни ленинградской блокады не прошли для него бесследно: он долго болел дистрофией - этой "блокадной" болезнью, сведшей в могилу тысячи ленинградцев. Но Савич выжил, поправился и в течение ряда лет отдавал все свои силы поиску нового в технике. Изобретательство стало его второй профессией. Он пригласил меня на заседание секции фрезеровщиков городского Совета новаторов, которое состоялось вечером в Доме техники на Невском проспекте.
Приятно было видеть, с каким уважением и заботливостью относятся к нему все рабочие-фрезеровщики десятков ленинградских заводов. Видно, недаром его называют лучшим фрезеровщиком Ленинграда! Он подарил мне книгу "Новые фрезы и приспособления", изданную Лениздатом в 1963 г. Книга очень полезная.
Наряду с описанием высокопроизводительных фрез, остающихся, к сожалению, для многих заводов новыми до сих пор, в книге жестоко критикуются укоренившиеся на наших предприятиях и в министерствах порядки, тормозящие внедрение прогрессивного инструмента и опыта новаторов. Судя по книге, наш дорогой Евгений Францевич при всем своем добродушии и кажущейся мягкости был настоящим бойцом за технический прогресс. Потом я много раз встречался с Савичем, и до самой его смерти мы оставались друзьями.
В ноябре 1969 г. Савич умер - свалила его все-таки "блокадная" болезнь.
...На заводе "Поварскострой Арно" мы познакомились с производством резьбовых калибров. Когда я сказал, что интересуюсь методами проверки резьбовых калибров, меня познакомили с пожилым инженером, начальником центральной лаборатории измерений. Начальник лаборатории оживился и заявил, что он хочет показать мне заводскую лабораторию. Я знал ЦИЛы (центральные измерительные лаборатории) на десятках наших заводов, и мне, конечно, было интересно сравнить их со службой высшей точности на зарубежном заводе.
Здесь порядок такой: в ЦИЛ может зайти любой рабочий, связанный с производством мерительного инструмента, но, прежде чем войти, он должен снять свой халат, надеть один из висящих в передней белых халатов и переобуться в войлочные туфли.
ЦИЛ имеет четыре зала. В первом проверяются штангенциркули и другие инструменты с точностью до 0,1 мм, во втором - микрометры и им подобные инструменты с точностью до 0,01 мм, в третьем идет проверка инструмента с точностью до 0,001 мм. Это самый большой зал. Здесь контролируются и проверяются все виды рычажно-чувствительных микрометров, пассиметры, нутромеры, резьбовые и гладкие калибры и им подобные инструменты.
Измерительные приборы были все фирмы "Карл Цейсс". Перед каждым прибором очень удобно укреплен прозрачный щиток из оргстекла, защищающий измеряемый калибр и прибор от дыхания лаборанта. Все работающие были в длинных лайковых перчатках - голыми руками здесь ничего не берут, так как это может повлиять на точность измерения.
В третьем и последующем залах поддерживается постоянная температура и влажность воздуха. В четвертом зале идет проверка с точностью до одной десятой доли микрона. Здесь контролируются и аттестуются наборы плиток Иогансона и другие концевые меры.
Новейшие приборы фирмы "Цейсс", основанные на использовании интерференции света, могут обеспечить и большую точность, но, как сказал начальник лаборатории, точность выше одной десятой микрона им не требовалась.
Бросалась в глаза настоящая увлеченность своим делом, прямо-таки влюбленность в мир великих точностей, которые проявлялись в каждом слове и жесте начальника лаборатории.
Общее впечатление от лаборатории у меня было примерно такое же, как от нашей Палаты мер и весов в Ленинграде. А ведь это была только заводская лаборатория! Служба точности и единства мер в Чехословакии поставлена хорошо.
После Поварско-Быстрицы мы посетили завод "Меопта". Здесь нас поразило искусство рабочих и инженеров обращаться с необычайно малыми деталями. То, что я видел на московских часовых заводах, всегда удивляло меня: как это человек может выточить или отфрезеровать такие микроскопические детали? Но по сравнению с деталями, увиденными на заводе "Меопта", детали самых миниатюрных дамских часов кажутся грубыми.
Нам показали токарный станок изобретателя Тико Алоиза, на котором вытачиваются оси диаметром 3-5 микрон! (Вспомните, что толщина человеческого волоса - 80 микрон.) Когда переводчица перевела нам эти данные, мы подумали, что ослышались. Но я своим глазом видел, как на станке вытачивалась ось с уступами, а наименьший диаметр составлял 5 микрон. Длина этой части оси была 2-3 мм. Я видел, как резец брал стружку, как она то сыпалась, то завивалась. Конечно, все это можно наблюдать только через микроскоп с стократным увеличением, установленный на станке и являющийся его неотъемлемой частью.
Схема установки магнитного центра на станке Тико-Алоиза.
Как же возможно изготовлять на токарном станке столь малые детали? Почему не ломается и не разрушается эта сказочная ось, которую невозможно увидеть в обычную лупу? Все дело в магнитном центре: острие магнитного центра растягивает заготовку, а не сжимает ее, как обычные центры на токарных станках, они не дают ей прогнуться. В Чехословакии магниты довольно широко используются при работе на токарных и шлифовальных станках.
В городе Брно нас пригласили на завод имени национального героя Чехословакия Яна Швермы. Этот большой завод делал все, начиная от портативной пишущей машинки и кончая огромными сельскохозяйственными комбайнами и учебными самолетами. И здесь мы увидели, как широко используются магниты. Мы привыкли, что магнит применяется только на плоскошлифовальных станках для удержания детали на столе. А здесь на обычных круглошлифовальных станках с помощью магнитных люнетов обрабатывались длинные тонкие детали, заднего центра на станках не было.
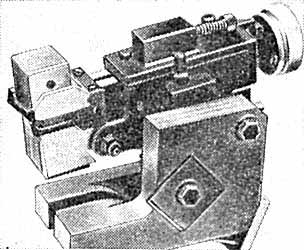
Магнитный люнет Карела Кизлинка (завод имени Яна Швермы, г. Брно)
для чистового шлифования длинных и тонких деталей.Завод имени Яна Швермы - довольно интересное предприятие, и о нем хочется рассказать несколько подробнее. Цель посещения этого завода заключалась в основном в том, чтобы встретиться с двумя знаменитыми рабочими-новаторами Чехословакии - слесарем-лекальщиком Франтишеком Гамром и шлифовщиком Карелом Кизлинком. Обоим им присвоено высшее звание республики - Герой Труда. Мы много о них слышали, видели их творения на Чехословацкой промышленной выставке в Москве, и понятно, что нам хотелось познакомиться с этими замечательными рабочими.
Прибыли на завод, когда там работа только что закончилась и рабочие расходились по домам. Гамра и Кизлинка захватили уже в проходной. Узнав, что мы приехали специально повидаться с ними, они тотчас вернулись в свой инструментальный цех, снова надели рабочие халаты и три.часа показывали и объясняли свои устройства и приспособления.
О творчестве Франтишека Гамра лучше всего сказать его же словами: "Я 35 лет работаю слесарем-лекальщиком, но еще ни одного шаблона, штампа, пуансона или пресс-формы не сделал вручную. У меня все делают машины". Это тем более удивительно, что ведь сама профессия слесаря-лекальщика в традиционном понимании представляет собой искусство именно ручной работы.
Заметив, что мы не совсем ему верим, Гамр повел нас вдоль длинного ряда небольших профильно-шлифовальных станков (их было штук 50).
- Здесь работают мои слесари-лекальщики, а я у них бригадиром. А вот на этом станке работаю я сам.
Около каждого станка стоял большой стеллаж с открытыми ячейками. В каждой ячейке лежало, поблескивая доведенными поверхностями, какое-нибудь сложное приспособление или устройство, у каждого станка их было не меньше 40.
- Нет такой инструментальной работы, для которой не нашлось бы здесь удобного приспособления, - сказал Гамр. - Конечно, приходится все время, как говорится, "ворочать мозгами", но зато у нас на слесарно-лекальном участке нет ни одних тисков. Надо только выбрать нужное устройство, тщательно установить его, и станок сам сделает все, что нужно, причем гораздо быстрее и точнее, чем это сделал бы вручную самый искусный слесарь-лекальщик. Невольно подумалось: сколько же творческой выдумки, рабочей смекалки и мастерства вложено в эти сотни устройств и приспособлений! Зато они полностью освободили от ручного труда рабочих высшей квалификации- слесарей - лекальщиков. Вот где действительно стерлись грани между физическим и умственным трудом. Ведь, по сути дела, на этих станках работают настоящие инженеры, оставшиеся в то же время рабочими, искусными мастерами своей профессии.
Высокий, худощавый, в черной шапочке на седеющей голове, Франтишек Гамр больше походил на ученого, чем на рабочего. Но как только он начинал говорить и показывать свои инструменты в работе, сразу становилось ясно - это наш брат рабочий.
Карел Кизлинк - полная противоположность своему партнеру: небольшого роста, толстый, с добродушным открытым круглым лицом. Он, как мячик, перекатывался от одного шлифовального станка к другому, показывая свои знаменитые магнитные люнеты. Говорил он так быстро, что переводчица еле успевала за ним.
Так же как и Гамр, он - бригадир. Под его наблюдением 40 резьбошлифовальных и круглошлифовальных станков. С помощью магнитных люнетов Кизлинк за три месяца оснастил все заводы Чехословакии мерительными резьбовыми проволочками. Мне, как специалисту, имевшему дело с этими проволочками, было очень интересно ознакомиться со способом их изготовления.
У нас только один завод "Калибр" выпускает эти измерительные проволочки. Производство их сложно, так как при диаметре ходовых размеров от 0,11 мм до 0,866 мм допуск составляет всего 0,2 микрона. Производство их заводу "Калибр" далось в свое время нелегко, правда, сейчас это дело отлично освоено, и наши проволочки экспортируются во многие страны. Наши изобретатели и Карел Кизлинк одинаково хорошо решили одну и ту же проблему, но совершенно разными методами.
На заводе "Калибр" применен метод массовой доводки проволочек одного размера между двумя большими чугунными плитами с идеально доведенными плоскостями. Карел Кизлинк шлифует каждую проволочку отдельно, но применение магнитного люнета позволило исключить операцию доводки.
Я не берусь судить о том, чей способ лучше. Мне просто хочется отметить самый факт, что творческая мысль рабочего-изобретателя в разных странах совершенно различными путями пришла к одинаково замечательному результату. Конечно, на магнитных люнетах Кизлинка можно выполнять десятки других, самых различных работ. Все это нам он показал сам, быстро переходя от станка к станку. На резьбошлифовальных станках он показал, как делаются развертки нового типа - с крутой спиралью. Он тут же на сверлильном станке показал, как работают его развертки. Этот инструмент так и называется - "развертка Кизлинка".
Чистота поверхности после развертывания была идеальной. Развертка легко снимала слой металла не меньше чем полмиллиметра, а стружка получалась, как пучок войлока.
- Мы оставляем после сверловки под развертывание 0,5 мм, поэтому в отверстии никогда не остаются надиры от сверла, - сказал Кизлинк.
Обычные развертки могут снять стружку от силы в 0,1-0,15 мм, поэтому после сверления отверстие надо еще растачивать или развертывать двумя-тремя развертками, иначе останутся следы сверла.
Три часа занимались с нами эти два замечательных рабочих-новатора. Их, конечно, давно ждали дома, они, наверное, были голодны (как я уже говорил, на чешских заводах работают без обеда). Но чувство дружбы и солидарности рабочих-изобретателей одной профессии было превыше всего.
Нам было немножко совестно, что мы отняли столько времени у этих приятных людей, и успокаивало только то, что у себя в Москве мы так же забывали об удобствах личных, когда в Совет новаторов приезжали рабочие из ГДР и Болгарии. Мы так же стремились показать им все, что касалось их специальности и интересовало гостей. Дружба собратьев по профессии - великое дело! На другой день мы еще раз пришли в инструментальный цех завода имени Яна Швермы. Был день получки. Вдоль длинного ряда станков шел пожилой кассир с большой кожаной сумкой, вроде тех, с какими ходят почтальоны. Около каждого станка он останавливался, вынимал белый конверт и вручал станочнику. Нам было интересно, сколько зарабатывают товарищи по профессии в другой стране, и мы попросили переводчицу спросить об этом у сопровождавшего нас начальника цеха.
- Инструментальщики у нас получают 1500-2000 крон в месяц, - сказал начальник цеха. (Чешская крона равняется приблизительно нашим 12 копейкам.) - А вот эти лекальщики Гамра, - он указал на длинный ряд профильно-шлифовальных станков, который мы осматривали вчера, - получают побольше начальника цеха. Большие специалисты своего дела!
Я обратил внимание, что кассир, остановившись около одного резьбошлифовщика, вручил ему не один, а два конверта - белый и синий.
- А почему некоторые рабочие получают еще и синий конверт? - спросили мы у начальника цеха.
- В синих конвертах мы даем вознаграждение за усовершенствование производства, - сказал начальник цеха. - То есть за рационализаторское предложение.
- А можно посмотреть, что это за предложение, где оно внедрено? - заинтересовался Вениамин Матвеевич.
Начальник цеха удивленно посмотрел на нас.
- Предложение еще не внедрено, но оно принято главным инженером. Вознаграждается творческая мысль и инициатива этого рабочего, - сказал начальник цеха.
- Но как же так, - недоумевал я, - может быть, предложение никогда и не будет внедрено, а авторское вознаграждение уже платят!
Начальник цеха сказал, что, раз предложение принято главным инженером, оно обязательно будет внедрено. Главный инженер может, если найдет нужным, привлечь автора к реализации, но это не обязательно. Автор должен думать над следующим усовершенствованием, а не заниматься проталкиванием предыдущего.
- А кто же конкретно внедряет рацпредложения, кто делает опытные образцы, настраивает, отрабатывает новую технологию, если не автор? - допытывались мы.
- У нас есть большой экспериментальный цех, в котором работают 400 специалистов самых различных профилей. В их обязанность входит изготовлять предложенные и принятые новшества, внедрять их в цехах завода, а также обучать рабочих новым приемам труда, связанным с этим новшеством.
Я вспомнил, что на нашем заводе тоже есть экспериментальный цех, но он занимается не столько экспериментами, сколько изготовлением производственных деталей.
Невольно подумалось: почему такая простая вещь, как выдача зарплаты, у нас зачастую происходит так неорганизованно? Часа за два до окончания смены у нас на заводе в каждом цехе люди, забыв о работе, становятся в длиннейшую очередь, у всех одно желание: как бы получить деньги до гудка, а то придется еще час стоять в очереди. Шум, а порой и ругань стоят в день получки около кассы. И это бывает два раза в месяц! Сколько драгоценных часов теряет завод за эти два дня, сколько недодается продукции! Разве трудно сделать все культурно?
А ведь за примером и опытом даже не надо ехать за границу. На заводе в Ленинграде, где я когда-то работал, зарплату всегда разносила по станкам в конвертах табельщица, которая на этот день становилась кассиром. Почему столичные заводы должны отставать по культуре от ленинградских? Думается, что такие "мелочи" полностью лежат на совести руководителей заводов.
Или взять рационализаторскую деятельность. Ведь мы даже не мечтаем о том, чтобы внедрение творческого предложения рабочего взяла на себя служба главного инженера. У нас в основном внедряются только те новинки, предложенные рабочим, которые он сам сделает в металле. А такая "мелочь", как казенщина при выдаче авторского вознаграждения рабочему за внедренное им предложение? Разве нельзя сделать это красивее, чем происходит сейчас на большинстве московских заводов?
Только из-за одной такой обижающей "мелочи" иной рабочий-рационализатор даст зарок никогда больше не заниматься рационализацией.
Конечно, он решит это сгоряча. Советский рабочий не может работать без творческой выдумки. Но теперь он будет делать свои усовершенствования только для себя, на своем станке, не подавая никаких предложений и не поднимая разговора об их эффективности. Я знаю десятки способных рационализаторов на ряде заводов, которые по-дружески показывали мне свои разработки, используемые только на их станках.
- А ты подал предложение на свое устройство? - спрашивал я.
- А зачем подавать? - в свою очередь спрашивал меня рационализатор. - Для того чтобы нажить уйму хлопот, выпрашивать у начальства акты о внедрении и в конце концов стоять в очереди за десяткой или пятеркой? Нет уж, увольте! Мы со сменщиком сейчас сделали все, что надо, и работаем спокойно, и детали все выходят отличного качества, а рацпредложение мы подавать не будем. Пробовали, знаем, что это такое!
С болью в душе выслушиваешь такие речи, но чувствуешь, что собеседник-то, пожалуй, прав: сам не раз попадал в подобное положение.
Конечно, не следует думать, что с абсолютно всеми рацпредложениями дело обстоит именно так. Рационализаторов у нас тысячи, и многим удается своей энергией и упорством "пробивать" предложение и доводить его до внедрения. Большую помощь в этом деле оказывали заводские советы новаторов, а также и бывший Московский совет новаторов. Последний обычно "вступал в бой", когда эффективное рацпредложение можно было внедрить на многих московских заводах. Но вернемся на завод имени Яна Швермы. Одной из целей нашего посещения этого завода было ознакомление с чешским патентом, на который я обратил внимание еще на конференции в Жилине. Назывался он так: "Накатывание внутренней резьбы".
С накатыванием наружной резьбы мы давно знакомы, и оно успешно применяется на многих наших заводах. Преимущества этого метода по сравнению с нарезанием винтов плашкой и резцом общеизвестны. Накатанные винты служат во много раз дольше, чем с нарезанной резьбой. Но ведь резьбовое соединение состоит из пары винт - гайка. Винт у нас получается с уплотненной долговечной резьбой, а гайка - по-прежнему с рыхлой нарезанной резьбой, да еще и с надирами, зачастую остающимися от метчика. Значит, повышения долговечности соединения почти не получалось. Нужно было добиться, чтобы и гайки были с уплотненной накатанной резьбой.
Когда по возвращении на Родину я начинал говорить специалистам о гайках с накатанной резьбой, то все предполагали, что речь идет о гайках диаметром 40-60 мм, в которые чехам как-то удалось впихнуть накатные ролики. На самом же деле на заводе имени Яна Швермы накатывали внутреннюю резьбу диаметром от 1 мм с шагом 0,25 мм и до 20 мм с шагом 1,5 мм.
Нам показали процесс изготовления накатников и процесс самого накатывания. Никаких роликов, конечно, не было. Да и какой ролик всунешь в отверстие диаметром 1 мм? Все было очень просто: вместо метчиков употреблялись так называемые накатники, которые выдавливали резьбу без стружкообразования. Если посмотреть на накатник с торца, то он представлялся в виде равностороннего треугольника с плавно закругленными сторонами. Этот профиль одинаков как по наружному, так и по внутреннему и среднему диаметрам резьбы.
При работе накатниками отверстие сверлится не по внутреннему диаметру резьбы, а по среднему. Накатник имеет заборный конус с таким же профилем, если смотреть с торца, и с полной высотой резьбы.
Я сразу понял, какое большое будущее у этого изобретения, и вцепился в него, что называется, обеими руками. В то же время меня не оставляла мысль: где-то в нашей стране я уже видел нечто подобное. Но где и когда я это видел, вспомнить не мог.
Вениамин Матвеевич Ремизов не разделял моего мнения о важности накатников.
- Вот магнитные люнеты - это вещь! - говорил он. - А накатники - это миф, пыль в глаза, не более!
- Вот когда вернемся домой, ты и займись магнитными люнетами, а я добьюсь широкого внедрения накатников, - возражал я. - Тогда и увидим, какой инструмент у нас привьется, а какой -задержится.
Я понимал, что без точных расчетов, рабочих чертежей, подобной технологии и, наконец, без образцов накатников мне ничего не удастся сделать на наших заводах.
Очень деликатно я спросил у начальника технического отдела, не может ли он дать мне все эти данные. Тот ответил так: - Это является чехословацким патентом, патент уже куплен Англией, Бельгией и другими странами. Потом он добавил, что у него сейчас нет чертежей, и привел еще несколько причин, по которым он не может дать документацию. Его вежливый отказ еще более убедил меня, что накатники - вещь важная.
После показа в работе метчика-протяжки в одном из цехов завода мы опять собрались в техническом отделе. Начальник отдела через переводчицу сказал:
- Мы очень заинтересованы в получении такого производительного инструмента, как ваша метчик-протяжка. Не могли бы вы оставить нам образцы и чертежи на этот
инструмент?Я посоветовался с Миланом Жиаком, и тот вынес такое решение:
- Товарищ Данилов оставит вам образцы и чертежи метчика-протяжки, а вы дадите ему полное описание патента на накатывание внутренней резьбы. Национальный
Дом техники оформит этот обмен патентами в Управлении внешних сношений.Такое решение всех устраивало. Мне дали несколько накатников и толстый альбом с полным описанием процесса накатывания внутренней резьбы. Я оставил чехам три метчика-протяжки и рабочие чертежи на них.
С точки зрения юридической я действовал правильно: у меня была бумага совнархоза, в которой говорилось, что я могу оставить в ЧССР образцы своего инструмента в подарок чешским новаторам. Вместо подарка я произвел честный обмен.
Я был доволен, хотя и не был удовлетворен до конца. Дело в том, что на многих чехословацких заводах я видел, что токари и слесари употребляют для нарезки резьбы, накатывания, развертывания, протягивания и им подобных операций какую-то фиолетовую, приятно пахнущую густую жидкость. Чистота поверхности после этих операций получалась замечательная на любом материале. Я спросил, что это за фиолетовая смазка.
- Это смазка "Акво", - сказала переводчица. - Она повышает чистоту обработки на два класса против всех других известных смазок. Это чешский патент.
На мой вопрос, можно ли попросить рецепт этой "Акво", Милан Жиак только руками развел. Видимо, в моих новшествах он не находил больше ничего такого, на что можно было бы обменять еще один патент.
Но мы были гости, а он -добрый хозяин, и он сказал:
- Мы вам дадим с собой целый бидон этой смазки в подарок. Его вам привезут в Прагу прямо к самолету, когда вы будете улетать домой.
И в самом деле, смазка была доставлена вовремя, прямо к самолету. Позже она не раз выручала многих токарей и слесарей нашего завода, да и сейчас иногда выручает. Но состава ее мы не знаем.
Путешествуя по дорогам Чехословакии в просторной "Татре" со своими радушными хозяевами, мы чувствовали себя очень хорошо. Мы немного освоились с чешским языком, а Милан Жиак тоже чуть-чуть говорил по-русски. В общем, мы могли кое-как понять друг друга и без переводчика.
- Как вам понравились наши заводы и наши рабочие?- спросил Милан Жиак на одной остановке у какой-то горной реки.
- Это совершенно такие же хорошие парни, как и наши советские рабочие! - сказал Вениамин Матвеевич.
Мы отдали должное первоклассному современному оборудованию чешских заводов, но высказали и несколько критических замечаний.
- Вот у вас сведен до минимума физический труд слесарей-лекальщиков, - заметил я, - а о токарях никто и не подумал. Они по-прежнему затрачивают массу физических усилий при работе, в то время как этого можно избежать.
Действительно, на средних и больших токарных станках в общем-то отличной конструкции нет механического перемещения суппортов, в больших токарных патронах зажимают детали вручную.
- У вас на заводах нет ни одного токарного станка 1К62 нашего московского завода "Красный пролетарий" - сказал Ремизов. - А зря: этот станок покупают
у нас многие зарубежные фирмы. На нем кнопочное управление движением продольного и поперечного суппортов, одно это снижает на 50% затрату физического труда при работе на средних и больших токарных станках.Мы рассказали также о механическом ключе конструкции нашего новатора Федина.
- Этот ключ избавил бы многих ваших токарей от утомительного и тяжелого зажима и отжима деталей в токарном патроне, - сказал я.
Уголком глаза я видел, как Милан Жиак вытащил блокнот и стал делать какие-то заметки.
- Или взять ваши расточные, координатные и сверлильные станки, - продолжал Вениамин Матвеевич. - Слов нет, замечательные станки, удобные и умные. Но посмотрите, какими сверлильными патронами они оснащены. Ведь это же патроны "Джекобс" образца 1914 г.! Эти патроны с ключом-шестеренкой очень неудобны, как только ваши рабочие их терпят. У нас давно уже применяются бесключевые патроны для расточных и сверлильных станков конструкции наших рабочих-новаторов - слесаря Чикарева и расточника Антропова.
- А у вас о них, наверное, и не слыхали? - спросил Ремизов.
- Да, мы многого не знаем о достижениях ваших рабочих-новаторов, - сказал М. Жиак. - Надо больше обмениваться опытом работы настоящих специалистов-новаторов обеих наших стран, это принесло бы большую пользу нашей промышленности. К сожалению, мы обмениваемся преимущественно профсоюзными делегациями, а настоящих рабочих-специалистов видим почти что впервые.
Из дальнейших разговоров мы узнали, что наша переводчица готовится к защите диссертации на тему "Борьба с вибрацией при работе на металлорежущих станках".
Я рассказал ей о работах в этой области нашего новатора Рожкова из Горьковского политехнического института. Она загорелась желанием получить материалы о виброгасящих устройствах Рожкова. Я пообещал по возвращении на Родину выслать ей чертежи этих устройств. Свое слово я сдержал: через две недели после нашего приезда домой чертежи были высланы через Управление внешних сношений совнархоза в адрес чехословацкого Дома техники, в Братиславу.
Перед тем как возвратиться в Прагу, мы съездили в город Готвальдов. Хотя там не было заводов, которые бы пригласили нас выступить, наши "шефы" решили обязательно показать гигантский обувной комбинат "Свит", расположенный в этом городе.
Подъезжая к этому крупнейшему в Европе центру обувного производства, мы с удивлением увидели дымящиеся трубы доменных печей.
Для чего же доменные печи в обувном производ
стве? - спросили мы.- У комбината "Свит" замкнутый цикл производства, - ответила переводчица. - Комбинат не зависит ни от каких смежников. Здесь плавят руду, льют сталь, делают прокат, сами изготовляют станки и автоматы для обувной промышленности. Недалеко от города в горах есть большая долина, в которой не водятся оводы и слепни. Там комбинат разводит скот, из шкур которого выделывается кожа для различной обуви.
- А при чем здесь слепни и оводы? - спросил Вениамин Матвеевич.
- Укус овода оставляет отверстие в коже животного, и такая кожа на комбинате уже не считается пригодной для изготовления ботинок высокого качества, - объяснили нам.
Народное предприятие комбинат "Свит" поражает своими размерами. На главной улице города мы зашли в фирменный магазин комбината. Он занимает первый этаж здания длиной чуть ли не в полкилометра. Здесь была обувь, какую только можно вообразить. Продавщица через переводчицу сообщила:
- В нашем магазине можно подобрать все, что люди носят на ногах в любой части земного шара, любого размера и на любой вкус. Ни один покупатель, вошедший в наш магазин, не уходит от нас без покупки.
Мы тоже не нарушили эту многолетнюю традицию фирмы - купили по паре отличных ботинок.
По плану нашего пребывания в Чехословакии мы должны были посетить выставку национального машиностроения в Праге. На конференции в Жилине присутствовали организаторы этой выставки - инженеры Владимир Брош и Ярослав Славек. Они попросили Милана Жиака позвонить им в Прагу, когда мы будем возвращаться после выступлений на заводах разных городов.
Получилось так, что в Прагу мы могли прибыть только в субботу вечером, а в понедельник утром надо было уже улетать в Москву.
Милан Жиак устроил нас в гостинице, позвонил Брошу, и мы распрощались с нашими любезными шефами. На прощание они подарили нам эмблемы чехословацкого Дома техники, а мы им - значки со светящимся рубиновым силуэтом Ленина, сделанные на Ленинградском оптико-механическом заводе. На другой день, в воскресенье утром, к гостинице подъехал новенький "оппель" и из него вышли Славек и Брош. Последний довольно сносно говорил по-русски. Он сказал:
- По воскресеньям у нас все промышленные выставки закрыты, но, так как вы завтра улетаете, мы решили открыть выставку для вас двоих. Мы с удовольствием покажем все, что вас интересует.
Нам было лестно и в то же время очень неловко. Стояла отличная солнечная погода. Чехи - заядлые охотники или рыболовы. В городе было мало народа: люди уехали в горы, на рыбалку или на охоту. Без сомнения, мы отнимали у этих двух вежливых инженеров замечательный выходной день, которым они жертвовали, чтобы показать выставку.
В огромных светлых залах выставки не было ни души. Стояли новейшие станки и машины, на стендах лежали на синем бархате блестящие инструменты всех чешских заводов. Особенно выделялась станкостроительная фирмa "TOZ". Ее токарные и фрезерные станки были выше всяких похвал.
Славек и Брош показали, где работают постоянные школы высшего мастерства, которыми руководят Франтишек Гамр и Карел Кизлинк. Оказывается, на выставке постоянно работают такие школы по всем профессиям.
Ежегодно со всех заводов сюда собираются на 10 дней специалисты по каждой профессии отдельно, и им показывают все, что в мире появилось нового в данной отрасли. Для преподавания приглашаются видные ученые, специалисты и изобретатели, сотрудники Дома техники, собирающие информацию о зарубежных новостях, выдающиеся новаторы типа Гамра и Кизлинка. За 10 дней рабочие-специалисты разных заводов не только увидят новости техники по их профессии, которые появились за истекший год, но их также обучат практически, прямо на рабочих местах пользоваться этими новинками.
Возвратись на свой завод, каждый участник такого семинара обязан передать все, что он увидел и чему научился, своим товарищам по профессии.
Таким образом, квалифицированные рабочие все время совершенствуют свое мастерство. Надо признать, что это действительно отличный метод для повышения производительности труда, и неплохо было бы перенять такой опыт.
Нам показали ручной инструмент, сделанный по рекомендации Института труда, - молотки, отвертки, плоскогубцы, клещи и т.д. Особенность этих инструментов в том, что их ручки сделаны в соответствии с анатомией кисти руки. Не было ни одной прямой ручки - все они имели различные изгибы, которые заставляли рукоятку "прилипать" к руке. Таким инструментом можно работать долго без утомления и, конечно, без мозолей.
Брош и Славек показали нам практически правку абразивных кругов на шлифовальных станках вращающимся кружком, спеченным из смеси порошка твердого сплава с алмазной пылью. После такой правки абразивный круг становится почти "шелковым" на ощупь.
После заправки абразивный круг шлифует изделие с чистотой 9-10-го класса, что исключает необходимость доводки большинства деталей и инструментов.
Можно было без конца рассматривать интересные экспонаты, но мы спешили освободить наших любезных гидов и дать им возможность отдохнуть хотя бы половину выходного дня. ...На другой день мы были уже в Москве. Вспоминая наши встречи с рабочими и инженерами Чехословакии, я много думал о сложившейся напряженной обстановке в этой стране в 1968 г. И я глубоко убежден: зря стараются господа империалисты и реакционеры внутри страны поссорить наши народы. Ничего из этого не выйдет! Чешские и советские рабочие всегда будут хорошими друзьями.
Обложки брошюр о метчике-протяжке Данилова.
Для чего я описал одну из зарубежных командировок двух советских рабочих-новаторов? Мне думается, что это будет полезно для нашей рабочей молодежи. Ведь побывать в разных странах может далеко не каждый молодой рабочий. Конечно, можно побывать за границей и в качестве туриста, но для этого, во-первых, надо иметь довольно много денег, а во-вторых, турист и новатор - это большая разница, и отношение к ним совершенно различное.
Наших новаторов приглашали почти во все страны: расточник А.В. Антропов был в Болгарии, фрезеровщик Д.С. Михайличенко - в ГДР, токарь И.К. Евсеев - в Венгрии, слесарь Б.С. Егоров и токарь В.Д. Дрокин - в Соединенных Штатах Америки и в Польше, токарь И.Н. Годяев - в Японии, фрезеровщик Е.Ф. Савич - в Чехословакии, и т.д.
Их вдохновенный труд, их изобретения везде вызывали удивление и восхищение, заставляли видавших виды зарубежных специалистов относиться с большим уважением к нашим замечательным умельцам. А таким может стать каждый молодой рабочий, любящий свою профессию и постоянно думающий над усовершенствованием своего труда.
| ОТ АВТОРА |
| Я УЧУСЬ РАБОТАТЬ |
| ТВОРЧЕСТВО |
| СОВЕТ НОВАТОРОВ |
| ТВОРЧЕСКИЕ ПОЕЗДКИ |
| РАЗМЫШЛЕНИЯ О ДЕЛАХ НОВАТОРСКИХ |
Встретив незнакомый термин или желая детально разобраться в сути дела,
обращайтесь за разъяснениями в сетевую энциклопедию токарного дела
Б.Ф. Данилов, "Алмазы и люди"
![]()